
Get in Touch with BOSHIYA

How to Buy the Right Tube Bundle Cleaner for Your Facility
Contents
show
The cost of fouling inside heat exchanger tube bundles in industrial countries is about 0.25% of GDP per annum, as documented by U.S. Department of Energy reports. A crude oil preheat train with fouling tubes is capable of losing in excess of 1 million dollars per day in production efficiency alone.
The solution is clear, however: purchase a tube bundle cleaner which genuinely matches your equipment and fouling circumstances. Unfortunately, most purchasers fall short here – they choose solely on cost, shrug off tube material constraints or select a system that is unable to attain their particular fouling category. This article delineates the specifications, system varieties, considerations for sizing and flaws which should be thought about prior to buying.
In This Guide
What Is a Tube Bundle Cleaner and When Do You Need One?
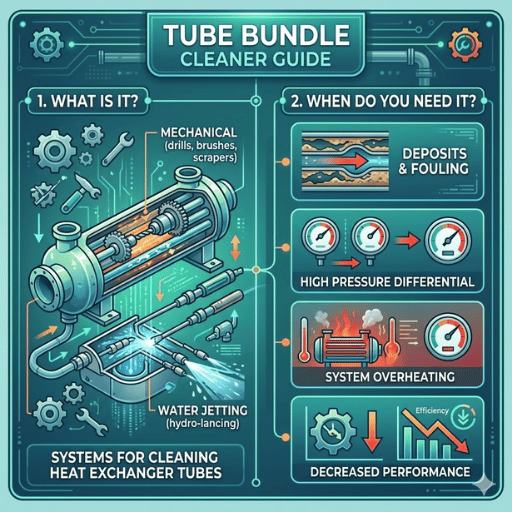
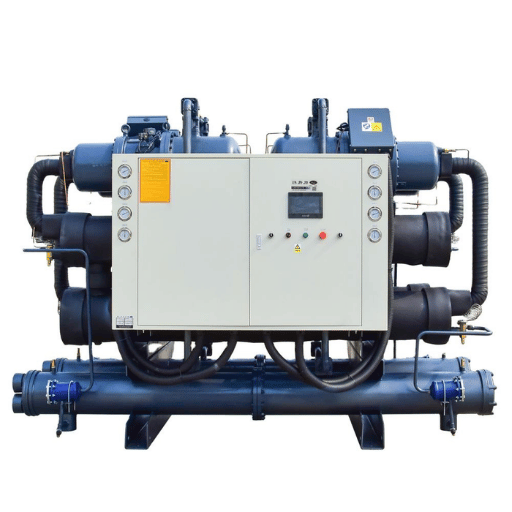
A tube bundle cleaner is an industrial equipment designed for the mechanical removal of scale, sludge, corrosion products, and biological deposits from the tube bundles inside shell-and-tube heat exchangers. They employ mechanical, hydraulic, or automatic techniques to raise heat transfer efficiencies, avoid unplanned shutdown, and prolong equipment life in refineries, petrochemical plants, power stations, and HVAC facilities.
The cost of neglecting fouled bundles is well documented. A DOE funded analysis revealed that heat exchanger fouling wastes 2.9 quadrillion BTU of energy each year just in U.S. industries. At the equipment level, a mere .6 mm thick layer of mineral scale on tube surfaces raises boiler fuel demand by 40%.
Even with expert cleaning, most exchangers achieve less than 85% of their original clean heat duty—so choosing the proper cleaner and cleaning approach has a great impact on what sort of performance you can expect to recover.
0.25%
of GDP lost to fouling in industrialized nations
40%
fuel increase from 0.6 mm scale layer
2.9 Quads
annual energy wasted in U.S. industry
The typical fouling phenomena that the heat exchanger tube cleaner has to overcome are calcium carbonate scale (hard deposits of minerals in the cooling water) and sludging, biological fouling (growth of biofilm and algae in open loop systems), corrosion products (rust and metal oxides), particulate fouling (suspensions and sediments settling out on surfaces) and reaction fouling such as coking in the pre heat trains in refineries.
Tube-Side vs. Shell-Side Cleaning: Which System Fits Your Application?
As we do all sorts of shell and tube heat exchanger cleaning projects, we always encounter this one question to start with: is the fouling occuring inside the tube (tube-side) or on the outside surfaces between tube and baffles (shell-side)?
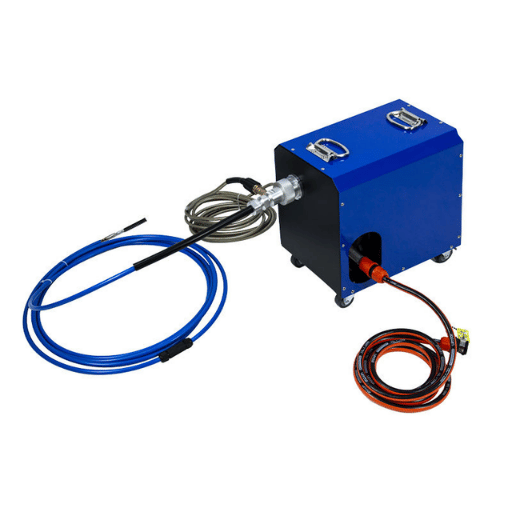
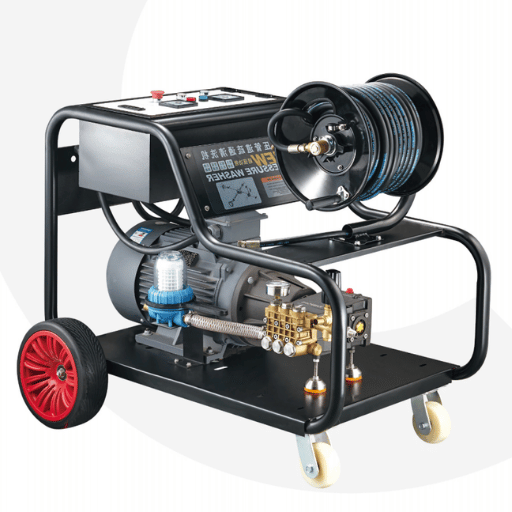
Tube-side cleaning: Every tube has an inner bore that can be cleaned using rotating brush cleaners, projectile launching systems or water/steam/boron/diamond high pressure lancing. Projectile cleaning can be completed in under 10 seconds per tube no matter the length. High pressure lancing uses water from 10,000 to 25,000 pounds per square inch to take carbon deposits from the inner walls of tube.
Special flexible lances are able to pass through U-tube bends.
Shell-side cleaning fights deposits on the outside of tubes as well as outside baffle plates. Usually this involves removal of the tube from the shell, then automated shellside cleaners rotating the tube, while robotic nozzles move along its length. A special tube-side bundle cleaner featuring multi-lance operation controlled by a PLC with synchronized nozzles cleans five tubes at once, halving turnaround time versus manual lancing.
| Factor | Tube-Side Cleaning | Shell-Side Cleaning |
|---|---|---|
| Target Surface | Inside tube bore (ID) | Outside of tubes + baffles (OD) |
| Access Required | Remove channel head / bonnet | Full bundle extraction from shell |
| Primary Methods | Rotary brushes, projectiles, HP lancing | Automated blasters, hydroblasting, ultrasonic bath |
| Typical Pressure | Mechanical: <700 PSI / HP lancing: 10,000–25,000 PSI | 10,000–22,000 PSI (up to 1,500 bar) |
| Speed | Projectile: <10 sec/tube | Hours per bundle (automated) |
| Effectiveness | 85–100% depending on method | Hydroblasting ~85%; Ultrasonic ~100% |
| Best For | Internal deposits (scale, biofilm, sludge) | External deposits between tubes and baffles |
💡 Pro Tip
TEMA design guidelines: prefer to put the fluid with the higher fouling tendency on the tube side. This is because tube-side cleaning is quicker, more cost-effective, and its stripping takes less time to reassemble. If your heat exchanger was designed or maintained properly, 70-80% of the cleaning will be tube-side.
Key Specifications to Evaluate Before You Buy Tube Bundle Cleaning Equipment
Choosing inappropriate specifications can not only be an inconvenience for purchase – but it will also result in tube wall damage, safety hazards or deposits left behind. A clinical research study published in National Institutes of Health database shows that water jets with high pressure can penetrate human skin at 580 PSI and accidents with water jetting ending with delays of over 6 hours in surgical process resulted in 58 % of amputation rate. The appropriate pressure rating is a performance safety decision.
Here is the assay you should perform when assessing tube bundle cleaning equipment and how these tube-side cleaning systems actually measure up in practice:
- ✔
Operating Pressure: Match to fouling type. Soft biofilm: 1,000–4,000 PSI. Calcium scale: 10,000–21,000 PSI. Hard silicate or coke: 25,000–40,000 PSI. - ✔
Tube Diameter Range: Verify minimum tube ID your machine can handle. Flex lance OD ranges from 8–15 mm. Robotic systems typically require minimum 10 mm ID. - ✔
Max Tube Length: Standard robotic systems reach up to 10 meters (32.8 ft). Refineries commonly use 12–24 ft tubes; power plants can exceed 30 ft. - ✔
Power Source: Electric (compact, eco-friendly), pneumatic (spark-free for hazardous areas), or hydraulic (highest output, 300–500 HP for multi-lance operation). - ✔
Safety Features: Remote operator station (10+ ft from tubesheet), emergency shutoff, pressure relief valves, and full enclosure on automated systems. - ✔
Portability: Portable lance units weigh 17–43 kg. Trailer-mounted automated systems offer mobility between job sites for contractors.
WJTA, the WaterJet Technology Association, publishes the “Orange Book” – the main North American safety reference for high-pressure waterjetting equipment. All tube cleaning system operators above 10,000 PSI should follow its recommendations related to PPE, operator training and pre-operating step testing; OSHA 29 CFR 1910.146 introduces confined-space entry conditions that generally apply to nearly all modern-day membrane-plate exchanger maintenance activities.
Manual vs. Semi-Automated vs. Fully Automated Tube Cleaning Machines
Automating to this degree the mechanization of cleaning of heat exchanger tubes will influence labour costs, the cleaning outcome and — most significantly — operator safety. Here is how the three levels of automation hold up in practical use:
| Factor | Manual | Semi-Automated | Fully Automated |
|---|---|---|---|
| Method | Hand-held lance or rod-and-brush | Foot-pedal lance with operator controls | PLC-controlled robotic multi-lance |
| Crew Size | Full crew | Reduced crew | Half the manual crew |
| Cleaning Time | 16–20 hours per bundle | ~40% less than manual | 9.5 hours (~50% reduction) |
| Operator Position | Directly at tubesheet face | 10+ ft from tubesheet | Remote cabin or control station |
| Consistency | Varies with operator technique | Constant-speed lance feed | Programmable, repeatable cycles |
| Best For | Light fouling, small units | Contractors, mid-size plants | Refineries, high-volume turnarounds |
One documented example of a Florida paper mill where an automated triple-lance system knocked-out a bundle in 9.5 hours compared to the projected hands-on time of 16–20 hours (with half the crew). Automated tube bundle cleaning systems are twice as effective since they apply 100% pressure to both the inlet and finish strokes (which humans have difficulty maintaining).
⚠️ Important
Manual hydroblasting would then be considered an “HSE risk” by industry specialists if robotized cleaning isn’t possible. This is easy to understand from the fact that a simple high-pressure water jet can penetrate human skin at 580 PSI (7 bars) when an operator works at 10,000 – 40,000 PSI (700-2800 bars) with his face less than 12 inches away. Robotized systems do away with direct human exposure to the hydraulic jet.
How to Size a Tube Bundle Cleaner for Your Heat Exchanger

Matching the cleaner to the exchanger. To find the cleaner for the exchanger you need to obtain 5 pieces of data from your equipment nameplate and maintenance history. Failure to obtain any one of them correctly results in incomplete cleaning or tube damage
References for these values can be found from your nameplate 1 and your maintenance history 2.
- Tube OD and ID: Standard ranges are 5/8″ (15.88mm) to 2″ (50.8mm). most popular size in refinery service is 3/4″ (19.05mm). Make sure your cleaner’s lance OD will go into the tube ID with room for the nozzle spray pattern.
- Tube Length. Standard runs 6, 8, 12, 16, 20 and 24 ft. Power plant condensers can use 30-40 ft tubes. Confirm the lance travel of your tube bundle cleaner cover the entire length.
- Tube Count and bundle Diameter. Shell diameters up to 60 inches with hundreds of tubes. Higher counts of tubes make automated multi-lance systems attractive for reasonable turnaround schedules.
- Tube Arrangement and Pitch. TEMA minimum pitch is 1.25x tube OD. Square pitch allows mechanical brush access between rows on the shell side; triangular pitch allows higher density but inhibits shell-side cleaning access.
- Type and Severity of Fouling. Biofilm requires moderate pressure. Calcium carbonate requires 10,000-21,000 PSI. Hard silicate or coke deposits require 25,000+ PSI or a two-stage chemical/ mechanical approach.
| Fouling Type | Pressure Needed | Approach |
|---|---|---|
| Biofilm / Algae | 1,000–4,000 PSI | Moderate-pressure jetting or projectile |
| Calcium Carbonate Scale | 10,000–21,000 PSI | High-pressure water jetting |
| Silicate Scale | 25,000–40,000 PSI | Ultra-high pressure jetting |
| Heavy Hydrocarbon / Coke | Chemical + 10,000–25,000 PSI | Chemical softening then mechanical removal |
TEMA also classifies shell types that will influence bundle removal and cleaning access. Pullthrough floating head (AET/BET) designs provide simplest tube removal. Fixed tubesheet designs (NEN, BEM) do not permit bundle removal at all, leaving the shell-side cleaning from the tube ends.
What to Watch Out for When Buying Tube Bundle Cleaning Equipment

Our BOSHIYA team has encountered these mistakes in equipment purchasing time and again at refineries and petrochemical complexes in over 50 nations. Avoiding these will yield savings of time and money.
- Disregarding Tube Material Compatibility. The carbon steel is rated for high pressure service. Copper alloy condenser tubes (admiralty brass, Cu-Ni) are soft metals requiring pressure correction — initial levels should be 500 bar, ranging upward in 100-200 bar increments. Use of carbon-steel pressures on copper alloys rapidly leads to perforation.
- Circumventing safety certification requirements. EU regulations require CE certification. Equipment installed in refineries and petrochemical plants with explosive atmospheres require ATEX markers (Directive 2014/34/EU). Use of uncertified equipment within a classified zone exposes the operator to heavy liability.
- Ignoring spare parts inventory and technical field support. A tube cleaner sitting idle during a turnaround while replacement seals are three weeks away on a transoceanic cargo vessel negates any initial purchase cost advantage. Confirm spare parts back-order times, technical support, and field servicing support.
- Neglecting site access restrictions. According to BLS data, confined spaces account for 92 American deaths and 11,000 injuries annually, 25% of those during cleaning and upkeep. Develop plans for crane access, laying down space for removed bundles (up to 20 tons), and OSHA 29 CFR 1910.146 action regarding confined spaces.
- Misjudging cleaning technique versus fouling contamination. Chemical cleaning alone achieves only 30-85%. Overspending on a system built solely for hydrocarbon high-pressure cleaning when chemicals should be used ahead of time is waste.
💡 Pro Tip
Always request a cleaning trial or pilot run ahead of a capital purchase. Trusted manufacturers will agree to run your actual tube bundle at their plant; at least, they will publish cleaning results for a similar fouling problem.
Frequently Asked Questions
Q: How much does a tube bundle cleaner cost?
View Answer
Prices are rarely published. Portable electric or pneumatic tube cleaners for contractor use start in the range of several hundred to a few thousand dollars per unit. Semi-automated lance systems with operator controls cost significantly more. Fully automated PLC-controlled multi-lance machines — capable of cleaning 3–5 tubes at once with remote cabin operation — represent the highest capital investment but deliver the fastest ROI through labor savings and reduced turnaround time. Request quotes from manufacturers with the specific tube diameter, length, and fouling type for your application.
Q: What pressure rating do I need for my heat exchanger tubes?
View Answer
Match pressure to fouling severity. Biofilm and algae: 1,000–4,000 PSI. Calcium carbonate scale: 10,000–21,000 PSI. Hard silicate or coke: 25,000–40,000 PSI. Start low and increase gradually to avoid damaging tube walls.
Q: Can one machine clean both tube-side and shell-side?
View Answer
Generally no. Tube-side cleaners (inside bundle cleaners) use lances that feed through tube bores. Shell-side cleaners (outside bundle cleaners) use robotic nozzle arms that traverse the exterior of an extracted bundle. The two operations require different machine geometries and nozzle configurations. Some manufacturers offer both as separate models within the same product family — for example, BOSHIYA produces the IBC for tube-side work and the OBC for shell-side cleaning.
Q: How often should tube bundles be cleaned?
View Answer
Every 1–3 years in most plants. Clean when your Overall Heat Transfer Coefficient drops 15–25% below design value. At that point, energy losses outweigh shutdown costs. API 510, API RP 572, and ASME Section VIII cover inspection scheduling.
Q: What is the difference between chemical and mechanical tube cleaning?
View Answer
Chemical cleaning circulates solvents or acids through the exchanger in-situ — no disassembly needed, but effectiveness ranges from 30% to 85% depending on the procedure. Mechanical cleaning (hydroblasting, rotary brushes, projectiles) achieves around 85% effectiveness and physically removes deposits. For the most thorough results, many facilities use a two-stage approach: chemical softening first, then mechanical removal. Ultrasonic cleaning, which immerses the bundle in a cavitation bath, reaches near 100% on both organic and inorganic deposits.
Q: Are automated tube bundle cleaners safe for operators?
View Answer
Automated systems are significantly safer than manual methods. They position the operator 10 or more feet from the high-pressure zone — or inside a fully enclosed remote cabin. This eliminates direct exposure to water jets that operate at 10,000–40,000 PSI. The WJTA “Orange Book” and OSHA guidelines both emphasize keeping personnel clear of high-pressure spray zones. Modern automated cleaners also include emergency shutoff controls, hydraulic lock systems, and constant-speed lance feed that prevents the pressure spikes caused by inconsistent manual operation.
Ready to Select the Right Tube Bundle Cleaner?
Our engineers can match equipment specifications to your exact tube dimensions, fouling conditions, and facility requirements. Explore BOSHIYA’s tube-side bundle cleaner lineup or request a consultation.
About This Analysis
BOSHIYA Group has manufactured tube bundle cleaning equipment for over 15 years, with more than 2,000 units installed in 50+ countries serving refining, petrochemical, and power generation operations. The pressure ratings, sizing guidelines, and cleaning method comparisons in this article draw on field data from our IBC, OBC, and Flex Lance product lines, cross-referenced against published standards from TEMA, ASME, and the WJTA. Where industry-wide statistics are cited, the original sources are linked in the References section below.
References & Sources
- Cost of Heat Exchanger Fouling in the United States — U.S. Department of Energy, Office of Scientific and Technical Information
- Management of Industrial High-Pressure Fluid Injection Injuries — National Institutes of Health / PubMed Central
- Confined Spaces: Overview and Regulations — U.S. Occupational Safety and Health Administration
- Fatal Occupational Injuries in Confined Spaces, 2011–2018 — U.S. Bureau of Labor Statistics
- Safety Resources and Best Practices for High Pressure Waterjetting — WaterJet Technology Association
- Comparison of Heat Exchanger Cleaning Methods — Becht Engineering
- PPE Selection for High-Pressure Surface Preparation — OSHA eTool
![ASME Pressure Vessel Fabrication Guide: Section VIII Requirements [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


