
Get in Touch with BOSHIYA

Every refinery turnaround has a clock ticking behind it. heat exchangers sit at the center of that clock – and when a tube bundle needs to come out for cleaning, inspection, or replacement, the bundle extractor is what makes or breaks the schedule. A slow pull or a botched alignment can stall an entire unit for days, while a well-executed extraction wraps up in hours.
Contents
show
This guide breaks down the working principle behind bundle extractors, what goes on inside the hydraulic system and frame, and – just as important – how to maintain the machine so it performs when the pressure is on. Whether you are planning your first turnaround with a tube bundle puller or looking to cut downtime on the next one, the information here draws from field practice, equipment specs, and industry standards that govern the work.
What Is a Bundle Extractor?

A bundle extractor is a machine built to pull tube bundles out of shell-and-tube heat exchangers safely and under controlled force. In petrochemical plants, refineries, and power stations, heat exchangers transfer thermal energy between two fluids separated by a bank of bundle tubes housed inside a cylindrical shell. Over time, fouling, corrosion, and mechanical wear tighten the bond between the tube bundle and the heat exchanger shell, demanding removal for maintenance – and that is where the bundle extractor comes in.
Before dedicated extraction machines existed, crews relied on cranes and rigging alone. That approach still works for smaller units, but bundles in large-scale refinery service can weigh 45 tons or more and extend 9 to 12 meters in length. Pulling that mass horizontally out of a shell with nothing but slings and a crane hook introduces risks that a purpose-built tube bundle extractor eliminates: uncontrolled lateral loads, pinch points, and alignment errors that damage tube sheets.
$22.4B
Global refinery maintenance market, 2024
3–6 yrs
Typical refinery turnaround cycle
95%+
Target uptime for refinery units
The API 660 standard governs the design and manufacturing, along with maintenance, of shell-and-tube heat exchangers in petroleum service. Alongside it, the TEMA Standards – published by the Tubular Exchanger Manufacturers Association since 1939 – classify exchangers into Class R (refinery), Class B (chemical), and Class C (general commercial), each with different demands on the extraction process.
Key Components of a Bundle Extractor Machine
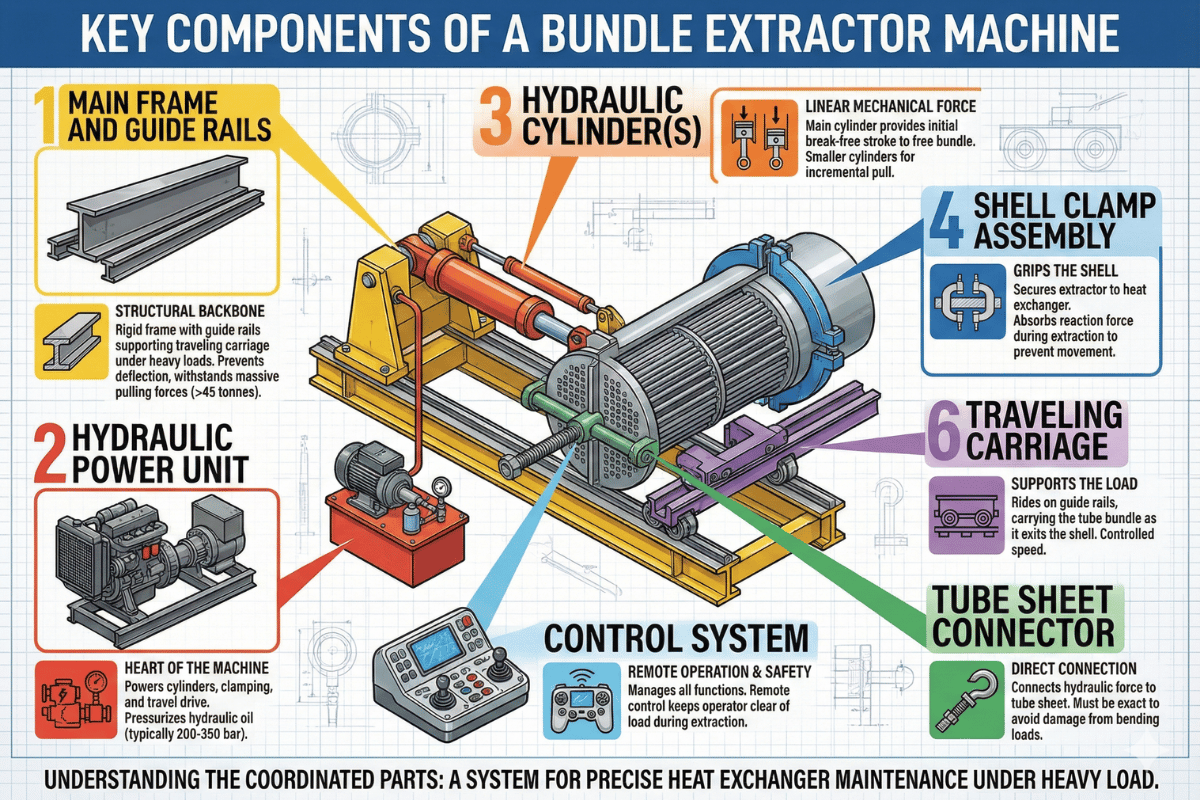
A bundle extractor is not one single mechanism – it is a system of coordinated parts that must work together under heavy load. Understanding each component helps operators diagnose problems faster and plan heat exchanger maintenance with precision. Here are the core subsystems:
- Main Frame and Guide Rails – A structural backbone, typically a durable steel I-beam or box-section frame. Guide rails run the full length and carry the traveling carriage that supports the tube bundle during extraction. Its frame must be rigid enough to prevent deflection under pulling force, which in larger machines can exceed 45 tonnes.
- Hydraulic Power Unit – Consider this the heart of the machine. A hydraulic pump (usually driven by a diesel engine or electric motor) pressurizes hydraulic oil and feeds it to the cylinders that generate pulling and pushing force. Typical systems operate at 200-350 bar. That same hydraulic system also powers the clamping mechanism and the travel drive.
- Hydraulic Cylinder(s) – One or more cylinders convert the hydraulic pressure into linear mechanical force. Its main cylinder first provides the tube bundle break-free stroke – the initial motion required to free the tube bundle from the shell after sitting dormant for months or years. Smaller secondary cylinders then provide the incremental pull.
- Shell Clamp Assembly – A clamp assembly of adjustable jaws or fork arms grips the heat exchanger shell flange. It performs dual roles: it secures the extractor in relation to the shell; it absorbs the reaction force during bundle extraction so the machine does not drive itself away from the exchanger.
- Tube Sheet Connector – A crossbar, hook, or threaded rod connects to the tube sheet of the bundle. Every mechanical connection between the hydraulic cylinder and the load is direct here. Engagement has to be exact – a cocked or bowed connection imparts bending loads to the connector and tube sheet, risking damage.
- Traveling Carriage – Rides on guide rails and supports the tube bundle as it exits the shell. Excessive speed is undesirable; various arrangements use a traction motor that rotates drive wheels through a reducer and transmission, or hydraulic push from the cylinder.
- Control System – Can be anything from a simple manually operated valve bank, to a remote control console with proportional valves and digital readouts. Remote operation allows the operator to remain clear of the load during extraction, a major safety advantage.
💡 Pro Tip
In choosing a bundle extractor machine, the stroke length of the hydraulic cylinder is critical. Provided the machine has a long enough stroke, the driver does not need to “re-grip” repeatedly on a long pull, which decreases cycle time. Machines with a 1500mm or more main cylinder stroke easily manage most conventional heat exchanger lengths without re-gripping.
How Does a Bundle Extractor Work? Step-by-Step Extraction Process
The bundle extraction process occurs in a defined sequence. Each of these key steps matters – skip one and it may damage the tube bundle, the shell, or the extraction process equipment. An example of a typical extraction sequence on a horizontal shell-and-tube heat exchanger:
- Isolate and depressurize heat exchanger. Maintain all process connections lockout/Tagout. Drain, flush and de-energize all fluids and gases. Remove the channel head and floating head to expose the tube sheet.
- Position the bundle extractor machine. Transport machine into position in front of the exchanger. For self-propelled units, drive the extractor. For crane-mounted units, “lift” the machine into place. Alignment on the centerline is critical – the extractor’s pull axis should intersect the center of the shell bore.
- Align and Clamp to the Shell. adjust the shell clamp jaws to grip the flange or shell body. Shift the adjustment screws or hydraulic leveling cylinder to fine-tune the horizontal and vertical alignment. At this stage, misalignment translates directly into increased friction loads on the tube bundle as the operator pulls.
- Connect to the Tube Sheet- Fasten the crossbar or pulling rod to the tube sheet. Check that it is centered and tight. A spreader bar is sometimes used by crews to spread the load on the face of the tube sheet.
- Break the Bundle Free- Engage the main hydraulic cylinder at slow speed. The initial break-free requires the most force because the heat exchanger bundle has been settled in the shell under process conditions- as scale, corrosion products, and thermal expansion all snug the fit. Operators monitor the hydraulic pressure gauges carefully to keep the force within rated limits.
- Extract the Bundle-After the bundle moves, activate the progressive pull mode. The carriage moves forward along the guide rails, supporting the bundle weight as it withdraws from the shell. Operating speed is purposely slow and steady- generally 1 to 3 meters per minute- to prevent shock loads. If the machine reaches its cylinder end stroke before the bundle is fully withdrawn, retract the cylinder, re-engage, and proceed.
- Support and Move-Once bundle removal is complete, support the full load on the extractor’s carriage. The operator can then lower or lift the bundle to a cleaning cradle, inspection platform, or transfer trailer.
- Putting it Back-After maintenance, bundle installation uses the same machine running backward- the hydraulic cylinder pushes instead of pulls. Alignment can be even more critical here, as a cocked bundle can gouge the shell bore or damage baffles.
“In our experience servicing turnarounds across the Middle East and Southeast Asia, the single biggest time-saver is getting the centerline alignment right before any hydraulic force is applied. A 15-minute alignment check can prevent a 4-hour re-pull when the bundle jams halfway out.”
— BOSHIYA Group, Maintenance & Equipment Division
⚠️ Important
Always ramp up the hydraulic force gradually during the initial break-free stroke. Continually monitor the pressure. A sudden high-force start can shear a corroded tube sheet stud or crack a baffle plate.
Types of Bundle Extractors: Which One Fits Your Operation?
The optimal machine for each bundle extraction task will vary depending on bundle size and weight, site access, and available lifting assets. Here is how the major types compare:
| Type | Capacity | Configuration | Best For |
|---|---|---|---|
| Aerial (crane-lifted) | 25–125 tons | Lifted by crane to exchanger elevation; horizontal pull | Elevated pipe racks, heavy bundles, refinery turnarounds |
| Self-Propelled (light) | Up to 25 tons | Drives on its own wheels; low-profile | Ground-level exchangers, tight spaces, low headroom |
| Self-Propelled (heavy) | Up to 50 tons | Larger frame with powered drive; diesel or electric | Medium-weight bundles with limited crane access |
| Truck-Mounted | Up to 20 tons | Extractor mounted on road-legal truck; mobile between sites | Multi-site service providers, frequent moves |
| Combi / Lifter | Varies (10–60 tons) | Combined extraction + lifting; handles diameter variations | Mixed fleets with many exchanger sizes |
Aerial bundle extractors use the most popular machine for high-volume refinery turnarounds where exchangers are perched on raised pipe racks. A crane lifts the extractor into its working position, the machine conducts the horizontal pull by itself. Capabilities top out at 125 tons with reaching lengths of 6 to 14.5 meters- sufficient for the largest shell-and-tube heat exchangers in petrochemical service.
Self-propelled models bridge the gap where crane access is restricted or where the exchangers are on the ground. They move into position under their own power, saving critical set-up time. However, the maximum capacities are somewhat lower- most topping out in the 25 to 50 tonne range.
💡 Pro Tip
If your plant handles a range of exchanger sizes and weights, a combo-type extractor with an adjustable fork width and variable hydraulic force settings may be advantageous. BOSHIYA Group’s equipment rental division will help you determine the right solution for your plant.
Essential Maintenance Practices for Bundle Extractors
A bundle extractor that fails during a turnaround is worse than not having one at all – the crew has already committed to the extraction plan, and changing to an alternate method mid-job costs hours. Maintaining the machine means sticking to a routine maintenance schedule.
Pre-Use Checks (Before Every Job)
- ✔
Check hydraulic hoses and fittings for leaks, wear, or bulges - ✔
Check hydraulic oil level, color – contaminated oil is black and/or opaque - ✔
Check shell clamp jaw wear – if worn, they no longer hold under load - ✔
Grease guide rails and carriage wheels - ✔
Test remote control operation (if present) – verify dead-man switch operates - ✔
Make sure hydraulic cylinder extends/retracts through all values
Scheduled Maintenance Intervals
| Interval | Tasks |
|---|---|
| After each use | Clean frame and rails; retract all cylinders; drain water from the hydraulic reservoir drain valve; store in covered, dry area |
| Every 250 hours | Replace hydraulic oil return-line filters; inspect cylinder rod seals for scoring; check clamp pivot pins for wear |
| Every 500 hours | Replace pressure-line filters; lubricate all adjustment screws and bearing surfaces; send hydraulic oil sample for contamination analysis |
| Every 2,000 hours | Full hydraulic oil change; inspect and re-torque all structural bolts; NDT inspection on main frame welds per manufacturer specification |
| Annually (regardless of hours) | Load test to 125% of rated capacity per OSHA 1926.251; recertify lifting accessories; recalibrate pressure gauges |
“We have seen turnaround teams ignore the pre-use hydraulic oil check because the machine ‘worked fine last shutdown.’ Then the pump cavitates halfway through the pull because moisture condensed in the reservoir during two years of storage. Twenty minutes of checking saves twenty hours of scrambling.”
— BOSHIYA Group, Field Service Team
⚠️ Important
Hydraulic oil degrades even if the machine remains in storage. If the pump has been out of use for >12 months, consider the oil contaminated and send a sample for particle/moisture specs before deploying the machine into a live turnaround.
Common Bundle Extractor Problems and Troubleshooting
When a bundle extractor stalls during a pull, the operator needs to analyze quickly. Here are the common faults and the first place to check:
| Problem | Likely Cause | Fix |
|---|---|---|
| Bundle won’t break free | Excessive fouling or corrosion bonding bundle to shell; insufficient hydraulic pressure | Verify pressure is at rated max; apply penetrating lubricant at tube sheet / shell gap; if still stuck, consult plant engineer before increasing force beyond rating |
| Uneven pull — bundle cocks to one side | Extractor misaligned with shell centerline; one clamp jaw not fully seated | Stop extraction immediately; re-check alignment with a laser or straightedge; adjust clamp until equal gap on all sides |
| Hydraulic pressure drops during pull | Internal cylinder seal leak; relief valve set too low; low oil level | Check oil level and temperature; inspect cylinder rod for scoring; test relief valve setting with a calibrated gauge |
| Carriage moves in jerks instead of smooth travel | Dry or fouled guide rails; damaged carriage wheel bearings; air in hydraulic circuit | Clean and grease rails; replace wheel bearings; bleed hydraulic lines |
| Clamp slips off shell flange | Worn jaw faces; flange surface contamination; undersized clamp for shell diameter | Replace jaw inserts; clean flange face; verify clamp size matches shell OD |
| Hydraulic oil overheating | Restricted return line; cooler fan failure; oil viscosity too high for ambient temperature | Clear blockages in return filter; check cooler fan motor; switch to oil grade suited to operating temperature range |
One error new operators make is to overlook a slight misalignment drift after the break-free stroke. That initial pull overcomes static friction, and the machine may move slightly as the load is transferred. If you do not re-measure at that point, the bundle can bind against the shell wall partway through the extraction – turning a 2-hour job into an 8-hour recovery effort.
Safety Measures During Bundle Extraction Operations
Bundle extraction involves heavy loads, hydraulic pressure, and limited work-space. Cutting corners on safety and efficiency has a direct impact on injury statistics. The practices below are consistent with OSHA 1926.251 (Rigging Equipment for Material Handling) and common industry operational guidelines:
- ✔
Load rating verification — Confirm the bundle weight (from plant records or calculation) does not exceed the extractor’s rated capacity. Never estimate. - ✔
Exclusion zone — Establish a clear zone around the extraction path. No personnel within the swing radius of the bundle or behind the extractor during pulling. - ✔
Lockout/tagout — The heat exchanger must be fully isolated, drained, and depressurized before any mechanical work begins. Verify with a zero-energy check. - ✔
Daily sling and rigging inspection — Per OSHA, all slings and fastenings must be inspected by a competent person each day before use. Reject any damaged hardware immediately. - ✔
Qualified rigger on site — OSHA requires that a qualified rigger directs hoisting activities. This person oversees crane lifts for aerial extractors and verifies rigging connections. - ✔
Proof testing — Custom lifting accessories (slings, spreader bars, adapter plates) must be proof-tested to 125% of rated load before first use, per OSHA 1926.251. - ✔
PPE requirements — Hard hat, safety glasses, steel-toe boots, and gloves as a minimum. Add hearing protection when diesel-powered extractors operate.
The ASME Boiler and Pressure Vessel Code (BPVC) also applies directly – the heat exchanger itself is a pressure vessel, and any operation that could damage its integrity (such as gouging the shell bore during extraction) requires re-inspection per the code.
Frequently Asked Questions
Q: What is a bundle puller used for?
View Answer
A bundle puller – also called a bundle extractor – removes and reinserts tube bundles from shell-and-tube heat exchangers during maintenance or inspection. It replaces manual rigging with a controlled hydraulic pull, reducing damage risk.
Q: What is the bundle pulling procedure?
View Answer
The bundle pulling procedure starts with isolating and depressurizing the heat exchanger. Next, the extraction crew positions the machine and aligns it with the shell centerline. They clamp the extractor to the shell flange, then connect the pulling rod to the tube sheet. Hydraulic force breaks the bundle free, and a slow, controlled pull — usually 1 to 3 meters per minute — draws the bundle out along guide rails. After cleaning and inspection, the reverse process pushes the bundle back into the shell. Every step follows plant-specific work procedures and must comply with OSHA rigging standards.
Q: How often should bundle extractors be maintained?
View Answer
bundle extractors are inspected before use, as recommended by the manufacturer, every 250, 500 and 2000 hours in operation schedule. Hydraulic oil filters should be replaced at 250-500 hour intervals, and an overall oil replacement of the hydraulic is advisable every 2000 hours of functioning. Moreover, the rig should pass an annual load test to 125% of rated value, in order to comply with OSHA norms, whatever the number of hours run by the machine. Stored equipment should have oil tested for moisture and contamination before using it again if stored for more than 12 months.
Q: What safety measures should be taken when using a tube bundle extractor?
View Answer
Start by confirming the bundle weight does not exceed the extractor’s rated capacity. Set up an exclusion zone around the full extraction path. Perform lockout/tagout on the heat exchanger and verify zero-energy state. A competent person must inspect all slings and rigging hardware before each day of use. Keep a qualified rigger on site throughout the operation. Proof-test any custom lifting accessories to 125% of rated load before first use. At minimum, all personnel need hard hats, safety glasses, steel-toe boots, and gloves — add hearing protection when a diesel-powered unit is running. These practices align with OSHA 1926.251 rigging equipment standards.
Q: When should bundle extraction be treated as a controlled mechanical operation rather than routine rigging?
View Answer
A good rule of thumb: once the bundle exceeds about 10 tons or stretches past 4 meters, dedicated extraction equipment pays for itself in risk reduction alone. The same applies when the exchanger sits on an elevated pipe rack, when production downtime makes bundle damage unacceptable, or when plant safety policy sets a weight threshold for hydraulic extraction. Beyond that scale, relying on crane-only rigging introduces uncontrolled swings, shock loads, and pinch hazards that a purpose-built bundle extractor removes from the equation.
Q: What innovations are emerging in tube bundle extraction technology?
View Answer
Digital monitoring is the biggest shift. Newer machines track hydraulic pressure, pull force, and travel speed in real time, giving operators a data log for every extraction. Proportional hydraulic valves have replaced older on/off valves, producing smoother speed control during the pull. GPS-based positioning cuts alignment time, and IoT-connected sensors flag abnormal oil temperatures or filter pressures before they cause downtime. Remote-controlled systems have also reduced operator exposure to pinch-point hazards by allowing crews to run the extraction from a safe standoff distance. Fleet management software now tracks utilization across multiple extractors at a single site, helping turnaround planners assign the right machine to each exchanger without idle time between pulls. The broader push toward predictive maintenance in the petrochemical sector — highlighted by the 2024 Saudi Aramco–Siemens Energy digital maintenance partnership — is accelerating adoption of sensor-equipped extraction equipment globally.
Need a Bundle Extractor for Your Next Turnaround?
BOSHIYA Group sells and services tube bundle extraction equipment specifically designed for refineries, petrochemical sites and power plants, worldwide. Contact our team on maintenance equipment for rental, purchase and on-site services.
References & Sources
- API Standard 660: Shell-and-Tube Heat Exchangers, 9th Edition — American Petroleum Institute
- TEMA Standards of the Tubular Exchanger Manufacturers Association — TEMA
- OSHA 1926.251: Rigging Equipment for Material Handling — U.S. Department of Labor
- ASME Boiler and Pressure Vessel Code (BPVC) — American Society of Mechanical Engineers
![ASME Pressure Vessel Fabrication Guide: Section VIII Requirements [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


