
Get in Touch with BOSHIYA

How Automated Tube Cleaning Saves Energy, Cuts Costs, and Extends Heat Exchanger Life
Contents
show
All types of shell and tube facilities regularly face an insidious adversary: fouling. Mineral accumulations, biological development and scaling build up silently within heat exchangers, restricting heat transfer and driving up energy costs month after month. The U.S. Department of Energy estimate fouling related losses in domestic industry at several billion dollars each year.
Automated tube cleaning systems attack the problem at the source – preventing deposit accumulations before they can occur, rather than waiting for a scheduled shutdown to clean tubes. But cleaner tubes are only part of the equation. Lowered power consumption, reduced unforecasted shutdowns and longer equipment life are the ultimately measurable outcomes of these designs. In the paragraphs that follow we detail how these efficiencies are achieved, using data from the industry and direct experience from the BOSHIYA Group’s century and a decade of industrial systems experience.
What Causes Tube Fouling in Heat Exchangers?
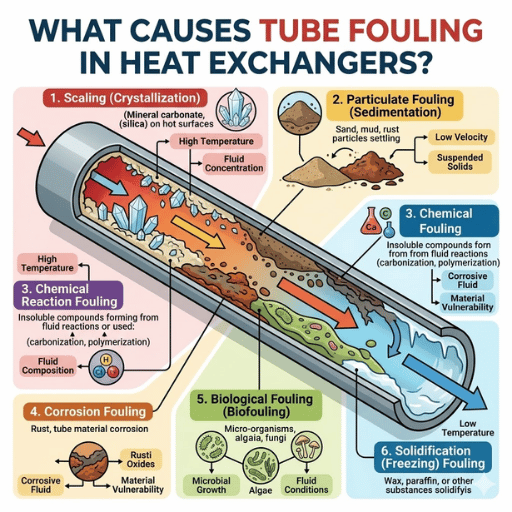
Tube fouling is the slow build-up of unwanted material deposits on heat exchanger tube surfaces, creating an insulating blanket that reduces heat transfer performance. Even the most minute deposit – as little as 0.3mm – will produce a 10% reduction in chiller efficiency COP. At 0.6mm the figure is doubled to 20%.
Four Types of Fouling That Attack Your Tubes
Fouling in heat exchangers and condensers can be classified into four categories, each with different underlying causes and different requirements for cleansing:
- Mineral scaling – Calcium carbonate, calcium sulfate and silicate compounds crystallise from cooling water at temperature increases. These crystalline deposits are very resistant to removal and hard to shift with chemical treatment.
- Bio-fouling results from biological materials – and algae, fungi and bacteria in particular – establish themselves on tube surfaces. These cultures produce biofilms that act as insulators. High temperatures and food rich cooling water hasten such growth.
- Particulate fouling occurs when cooling-water supported particles such as rust grime, silt and sand settle out on tube surfaces. Disturbance of the tube shell areas and low flow velocities are conducive conditions for this.
- Corrosive fouling takes place when chemical reactions between tube material and the process stream create deposits of oxide and corrosion products, greatly diminishing heat transfer and general tube strength.
0.3 mm
Fouling thickness for 10% COP loss
20%
Efficiency drop at 0.6 mm buildup
200%
Pump power increase from fouling
⚠️ Common Misconception
Most operators will delay doing something about minimized performance until performance decreases are perceived – by which time fouling has already produced a host of problems with heat transfer and increased pressure. Outward appearance of the tubes themselves offers no warning – they can be clean on the outside but coated with mineral and biological fouling internally.
How Automated Tube Cleaning Systems Work
An automatic tube cleaning system prevents fouling during operation by running cleaning cycles continuously — no shutdown required, no loss of output. These systems operate 24 hours a day so that tube surfaces are kept clean whatever the load.
The Cleaning Cycle: Step by Step
- Nylon brushes or sponge rubber balls – each sized slightly larger than the tube inner diameter – are loaded into a collection basket that is fed by a water flow loop.
- Using direction reversal by a valve or by a dedicated pump, each ball or brush is propelled through individual tubes. Each cleansing element action cleans the interior surface as it passes through.
- At the outlet end, a strainer basket to retain the cleaning media. Water flow inversion sends them to the inlet basket for re-circulation.
- A programmable logic controller initiates cleaning cycles on pre-determined intervals – normally between 15 and 30 minutes in most installations. Each cycle consumes only seconds per tube.
Automatic tube cleaning systems of brush type employ nylon brushes supported in tube-end cages. When water flow is again inverted each brush moves from one end of the tube to the other, physically scrubbing deposits off the tube surface. In ball type systems sponge balls slightly larger than the tube bore deform accordingly during each pass to wipe the surface clear of debris.
“Our Maintenance & Equipment division has maintained tube bundles in refineries, power plants and chemical processing facilities for over a century. Moving from reactive manual cleaning to preventive automated cleaning has been the single largest heat exchanger maintenance efficiency gain we have seen.”
— BOSHIYA Group, Maintenance & Equipment Division
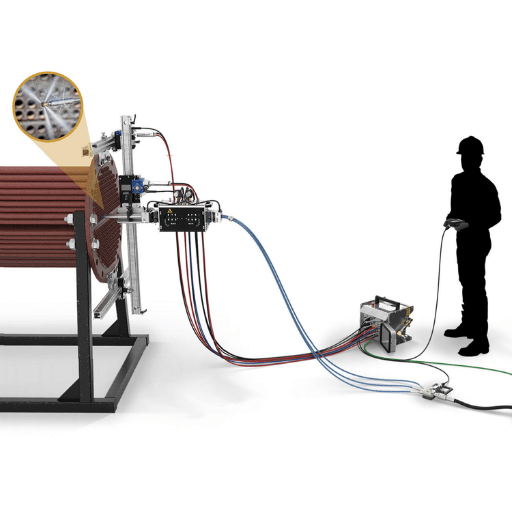
For interim tube bundle cleaning – when exchangers are pulled during turnaround maintenance – BOSH India fabricates automated tube-side bundle cleaning equipment with 5-lance systems capable of 1,500 bars. These recover over 35% less turnaround downtime than manual lance operations, and place operators in a remote cabin to safely manage cleaning operations.
Energy Savings and Heat Transfer Efficiency

Energy savings drive the commercial proposition for automated tube cleaning. Fouling deposits have thermal conductivities ranging 100 to 1,000 times lower than the metal tubes upon which they rest according to U.S. Department of Energy’s Argonne National Laboratory reports. This insulation causes compressors & pumps to operate longer, incurring a proportional electric power penalty.
10–25%
Energy cost savings with ATCS
7M kWh
Annual reduction (district cooling case)
$480K+
Yearly savings in one plant
As tube surfaces stay free of fouling buildup, heat transfer efficiency remains near design value. Your cooling system will not have to add extra water flow or increase compressor load to replace drop in thermal conductivity. Industry data consistently shows facilities using automatic tube cleaning systems attain 10 to 25% reduction in energy bills against facilities dependent on periodic manual cleaning.
One documented example involves a sizeable district cooling installation that deployed an automated tube cleaning system to chiller condensers and realized 7 million kWh reduction in annual energy consumption – cost savings exceeding $480,000 annually. More than 3,500 hours of operation resulted in a sustained 13%+ energy efficiency advantage vs. the fouled baseline – Cooling Best Practices Magazine cites.
💡 Pro Tip
Monitor your chiller kW/Ton ratio on a monthly basis. Increasing – even by 0.05 kW/Ton – indicates a loss of cooling efficiency. Automated tube cleaning maintains this index, allowing you to achieve better heat transfer uptime year-over-year without the need for manual oversight.
Reduced Downtime and Lower Maintenance Costs

Manual tube cleaning involves removing and replacing equipment – generally requiring 8 to 24 hours per operation. An operating chiller or condenser in a continuous process means every shutdown hour results in loss of production, restart energy costs and labor expense. Online cleaning systems remove this need to cycle by cleaning tubes during operation.
| Factor | Manual Cleaning | Automated Tube Cleaning |
|---|---|---|
| Equipment Downtime | 8–24 hours per event | Zero — cleans during operation |
| Cleaning Frequency | 2–4× per year | Continuous (every 15–30 min) |
| Labor Required | 2–4 technicians per event | Minimal — automated cycles |
| Production Loss | Full output loss during shutdown | None |
| Restart Energy Cost | Significant (ramp-up period) | Not applicable |
Maintenance downtime expenses far surpass cleaning labor. When a chiller is deactivated in a hospital, data center, or manufacturing plant, the impact is felt throughout the facility: cooling loads are transferred to secondary systems (if such exist), product quality impacted, even safety systems are activated. Online tube cleaning systems eliminate these costs by maintaining equipment in service while the cleaning occurs automatically within the tubes.
⚠️ Hidden Cost Most Teams Overlook
Do not stop at labor and parts, add the costs of lost production (can be anywhere from 10-50 the cleaning cost), restart energy (ramp-up can use 15-20% more power than steady state) and the increased inspection interval that fouling imposes on your maintenance schedule.
Based on our industrial plants and oil refineries equipment experience, the leading unplanned shutdown cost pattern presents in facilities that lack a continuous, time-based cleaning schedule. When a condenser fouls faster than predicted, due to seasonal shifts in water quality or upset processes, a gap between maintenance periods emerges that can only be addressed with dedicated automation.
Extended Equipment Lifespan and Fewer Replacements

Fouling not only diminishes thermal efficiency – it also hastens the physical deterioration of tube surfaces. Corrosive deposits accumulate along the tube wall. Biological fouling foments under-deposit corrosion.
Scaling yields localized hot spots responsible for thermal fatigue and deterioration of tube integrity. Each mode of failure shortens the service life of heat exchangers and condensers, leading to increased capital replacement costs.
Preventive tube cleaning keeps fouling from ever reaching the point of surface damage; maintaining tube cleanliness on a continuous basis prevents wet-dry cycling and deposit concentration from aggravating corrosion. Field data from various industrial processes using automated cleaning systems continually demonstrate how automated cleaning protects tube bundles long term – extending equipment lifetime by 15-25% compared to manually maintained units.
- ✔
Continuous deposit prevention decreases wear and tear on tube surfaces - ✔
Emergency tube replacements from corrosion failures drop sharply - ✔
Capital expenditure remains lower over the entire 10–20 year equipment lifecycle - ✔
Tube wall thickness is maintained – no localized thinning from under-deposit attack
Payback calculations become vastly more interesting when replacement costs are added. A single shell and tube heat exchanger replacement at a refinery alone can cost $200,000-$500,000 depending on the metallurgy and size. Just extending the interval between replacements by a year or two generates savings more than amortizes the capital cost of an automatic cleaning system.
Automated vs. Chemical Tube Cleaning Methods
Heat exchanger tube cleaning facilities have to select among chemical cleaning and mechanical options. There are pros and cons to each in terms of effectiveness, environmental friendliness, and the nuisance factor.
| Dimension | Automated Mechanical | Chemical Cleaning | Manual Hydroblasting |
|---|---|---|---|
| Shutdown Required | No | Yes (4–12 hours) | Yes (8–24 hours) |
| Cleaning Process | Continuous — brush or ball | Batch — acid/alkaline flush | Batch — high-pressure water |
| Chemical Waste | None | Significant — requires neutralization and disposal | Wastewater only |
| Corrosion Risk | Minimal | Moderate — incorrect concentration can attack tube metal | Low |
| Effectiveness vs. Hard Scale | Good (prevention-focused) | Excellent (dissolves deposits) | Good (physical removal) |
| Environmental Impact | Environmentally friendly — no chemicals | High — hazardous waste stream | Low to moderate |
Chemical cleans are still the most effective means of removing the most difficult, fully established fouling – particularly the extreme of tough mineral scaling that cannot be mechanically removed. Chemical cleans have environmental and safety issues—spent fluids require neutralization, containment, and disposal following EPA and local requirements. Again, the chemicals have the potential to cause corrosion if the chemical mix concentration or contact duration is not strictly maintained, as Becht Engineering pointed out.
BOSHIYA’s Method Selection Framework
- Implement auto-clean before fouling and scaling build up—optimal solution for hvac chillers, condensers and continuous-process heat exchangers.
- Use chemical cleaning to remove accumulated deposits and sludge during planned turnarounds. Use in conjunction with automated prevention thereafter, otherwise re-fouling will occur.
- For pulled exchangers during plant turnarounds, use high-pressure tube-side bundle cleaning equipment where tube internals are to be heavily cleaned and restored.
Successful maintenance programs employ all three cleaning types at various steps in the equipment lifecycle. Automated cleaning covers the daily fouling prevention; the chemical cleaning solves the heavy resin buildup in scheduled turnarounds; and the mechanical cleaning puts the tubes back to close to original condition when exchangers are removed for inspection.
Industry Applications: HVAC, Power Plants, and Refineries
Tube cleaning automation operates in all of the larger industry sectors that depend on shell and tube heat exchangers, condensers, and chillers. Fouling issues vary by application, but the principle is unchanged: cost of doing it continuously is less than correcting it periodically.
HVAC and Commercial Cooling
Chiller tube cleaning constitutes the single most widespread use for automated systems. During cooling season, chiller condensers in commercial buildings, hospitals, and data centers run ceaselessly, pulling in biological fouling and mineral scaling through the cooling tower water. HVAC systems with automated tube cleaning keep condenser approach temperatures within 1 F of design spec, resulting in minimal compressor loads and consistent energy charges.
As the majority (~55%) of industrial upsets are due to tube blockages, the business case for condenser tube cleaning automation in HVAC systems is extremely advantageous. Market data corroborates the trend: the global market for HVAC automatic tube cleaning system was valued at $320 million in 2012, growing at a CAGR of 5.2% from 2007 to 2012 – indicating increasing business penetration backed by Progressive Energy Market regulations and soaring electricity prices.
Power Generation
In power plants, condenser fouling has a direct negative impact on Turbine backpressure performance, and on the electrical output. A 1F increase in condenser temperature results in 1-2% loss of power, an important cost at the utility scale. Automated brush systems on power plant condensers prevent fouling and scaling in cooling water circuits, keep vacuum pressure at design levels and MW output constant.
Oil Refining and Petrochemical Processing
Refineries experience some of the most vicious fouling environments: crude deposits, asphaltene buildup, and high-temp scaling make heat exchangers managing hundreds of millions BTU’s/hr the norm. During online automated cleaning the cooling water side is managed and controlled. BOSHIYA’s Maintenance and Equipment division provides high-pressure automated tube bundle cleaning systems for turnaround operations, reducing cleaning time and protecting operators from high-pressure water dangers.
In each of the industries visited, the general trend is similar: those facilities using the automated tube cleaning enjoy energy cost reduction, reduced maintenance expenses and avoided unplanned shutdowns within their first year of operation.
Frequently Asked Questions

Q: What are the benefits of automatic tube cleaning systems?
View Answer
Four main benefits: 10-25% energy savings from clean heat transfer surfaces, zero cleaning-related downtime, longer equipment lifespan, and less chemical usage. Payback runs 6 to 30 months.
Q: Why is an automatic tube cleaning system required for shell and tube heat exchangers?
View Answer
Shell and tube heat exchangers, in particular, are extremely susceptible to fouling. Their linear-tube geometry creates low-flow regions where mineral scale, algae and particulates settle out and form deposits. Over 90% of industrial heat exchangers face fouling issues.
These deposits choke heat transfer between scheduled maintenance intervals, raise pressure drop and increase base-load compressor power consumption. Condensers that are left untreated can, over several months, reduce thermal performance by 10-20% before the problem is noticed. Automated online cleansing prevents this by removing tube deposits every 15-30 minutes.
Q: How much energy can automated tube cleaning save?
View Answer
Industry data indicates energy savings of 10 to 25% depending on fouling severity and size of the scale. One literature example indicated a district cooling scheme resulted in saving 7 M kWh per year (roughly $480,000 per year in avoided electricity costs) after implementation of an automated tube cleaning system. Those savings result from maintaining design-level heat transfer efficiency, which keeps compressor and pump energy usage to a minimum.
Q: What is the ROI payback period for an automated tube cleaning system?
View Answer
Less than 12 months for large chiller and power plant condenser installations. Smaller commercial HVAC systems may require 18-30 months.
Q: How does automated tube cleaning compare to chemical cleaning?
View Answer
Mechanical and chemical cleaning serve different roles. Brush or ball-based systems that prevent fouling run continuously without shutting down equipment. Because they use no chemicals and generate no waste disposal costs, they are the preferred daily maintenance method.
Chemical cleaning is more potent against extensive existing deposits (like mineral scale) but implies the need of equipment shutdown, creates dangerous waste and concentration has to be tightly controlled to prevent corrosion. Successful maintenance programs combine automated prevention cleaning and use chemical cleaning for a scheduled restorative deep clean during turnarounds.
Q: Do automated tube cleaning systems work with enhanced (internally finned) tubes?
View Answer
Yes, but with qualifications. Internally enhanced tubes are usually suitable for ball-type arrangements because the sponge balls are generally shape-adapted to the tube. Nevertheless, the brushes for brush arrangements must be manufactured to specification, suitably dimensioned and importantly shaped to play with the augmented tube shape, without causing any degradation of the internal fins.
Before installation, check with ATCS manufacturer, and the tube supplier for appropriateness. Finally, enhanced tubes benefit greatly from automated cleaning, since their performance advantage depends on clean, unobstructed fin surfaces.
Ready to Cut Your Heat Exchanger Maintenance Costs?
Consult our maintenance technicians on tube cleaning services for your operation—whether automated online systems or high-pressure turnaround equipment.
About This Analysis
BOSHIYA Group has been designing and repairing industrial maintenance systems since 1915. Our Equipment and Maintenance division produces tube-side bundle cleaners and supports tube cleaning services on refineries, power plants, and petrochemical plants. The energy savings and maintenance data in this paper are sourced from published industry reports supplied by the U.S.
Department of Energy, ASHRAE, and other independent industry publications — NOT from BOSHIYA’s own marketing. We write about tube cleaning because this is what our equipment division does day in and day out.
References & Sources
- The Cost of heat exchanger fouling in the United States Industries — U.S. Department of Energy, Office of Scientific and Technical Information (OSTI)
- Fouling in Industry — Problems, Economics, and Prevention Techniques — Argonne National Laboratory (DOE)
- Fouling — Wikipedia, the Free Encyclopedia
- Online Automatic Tube Cleaning System Creates HVAC System Energy Savings — Cooling Best Practices Magazine
- Comparison of Heat Exchanger Cleaning Methods — Becht Engineering
- Understanding Fouling in Heat Exchangers — Heat Exchanger World
![ASME Pressure Vessel Fabrication Guide: Section VIII Requirements [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


