
Get in Touch with BOSHIYA

Contents
show
Fouling is the single biggest contributor to heat exchanger losses in industry. Scale, biofilm, corrosion, and deposits comprised of solid particles form within the heat exchanger after months of service, restricting heat transfer and increasing operating costs. If not properly managed, a fouling caused heat exchanger can lose 20-30% of its effective thermal capacity – turning a critical asset into a costly restriction.
This article details six inexpensive and effective heat exchanger cleaning strategies implemented in desalination plants, refineries, chemical plants, and air conditioning systems. For each one, you will have access to cost data, stepwise instructions, material compatibility notes, and a decision matrix designed to help match exact cleaning methodology to specific fouling circumstance. BOSHIYA Group harnesses over 110 years of industrial support of heat exchanger systems, and we have learned what is effective – and costly.
Whether you are dealing with calcium carbonate scale in cooling water systems or hardened coke deposits in a refinery exchanger, one of these six approaches will restore your unit to full heat exchanger performance. Cleaning heat exchangers on the right schedule — with the right method — is the single highest-ROI maintenance activity in most process plants.
Why Heat Exchanger Fouling Costs More Than You Think
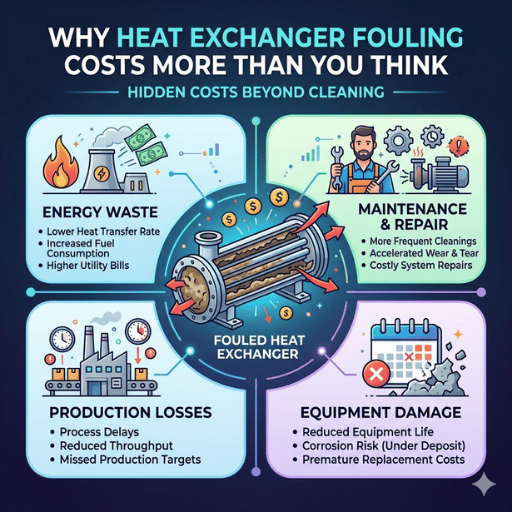
Fouling occurs when deposits adhere to or form on heat transfer surfaces. Temperature gradients cause dissolved minerals to precipitate, while biological organisms colonize warm tube walls. Common deposit types include crystallization fouling (calcium carbonate, limescale), particulate fouling (dirt, rust, debris), and biological fouling (biofilm, algae). In severe cases, fouling-induced overheating causes tube wall distortion that leads to heat exchanger failures — a safety hazard that can shut down an entire process line.
Industrial fouling costs are staggering. Based on research compiled by the U.S. Department of Energy (OSTI), fouling incurs losses in excess of several billion dollars per annum, and a Texas A&M University study estimates the cost of industrial fouling in developed nations as a quarter of one percent of national GDP.
$4.2–10B
Annual U.S. fouling cost (DOE)
0.25%
Of GDP in industrialized nations
2.9 Quads
Energy lost to fouling annually
Monitoring process parameters, such as heating, loading, or cooling temperatures, or process pH levels allow process operators to determine the many types of fouling accumulation caused by a wide variety of process conditions. Routine inspection and troubleshooting can also reveal the state of a unit’s current fouling.
| Fouling Type | Common Deposits | Typical Industries |
|---|---|---|
| Crystallization | Calcium carbonate, limescale, silica, salt deposits | Cooling towers, HVAC, desalination |
| Particulate | Dirt, debris, rust, sand | Mining, general manufacturing |
| Biological | Biofilm, algae, bacteria | Food & beverage, marine, cooling water |
| Corrosion | Iron oxide, copper oxide | Power plants, steam systems |
| Chemical Reaction | Coke, polymerization products | Refineries, petrochemical |
Common mistake: Many operators wait until pressure drop exceeds 30% before scheduling cleaning. By that point, scale build-up has hardened and bonded to the base metal, making removal 3-5x more difficult. Monitor differential pressure weekly and set a 15% threshold as your cleaning trigger.
Real fouling costs go beyond energy efficiency issues. Factor in equipment downtime, unplanned maintenance downtime, unplanned maintenance costs, collateral damage to industrial equipment, and incremental losses in production, and the true per event cost of fouling can shorten equipment lifespan significantly.
Chemical Cleaning — Dissolving Deposits Without Disassembly

chemical cleaning removes Fouling and other deposits from heat transfer using acid, alkaline, or solvent-based solutions that do not require removal of the tube bundle. It is widely adopted for calcium carbonate scale, biological fouling, and light corrosion products.
What are the 4 procedures of chemical cleaning? 4 Main Methods: 1) Acid cleaning – dissolves mineral scale by means of hydrochloric, citric or phosphoric acid 2) Alkaline cleaning – – Organic deposits and greases are removed using sodium or potassium hydroxide 3) Solvent cleaning – Oil, wax and hydrocarbon residue by means of petroleum or synthetic solvent 4) Chelant cleaning – EDTA or other chelating agents are used to sequester metals with limited attack of base metal by acid action
| Parameter | Acid Cleaning | Alkaline Cleaning |
|---|---|---|
| Common Chemicals | HCl (5-15%), citric acid (2-5%), phosphoric acid | NaOH (2-5%), KOH, trisodium phosphate |
| Target Deposits | Calcium carbonate, limescale, rust, mineral scale | Oils, greases, biofilm, organic residue |
| Temperature | 50-70°C | 60-80°C |
| Contact Time | 2-6 hours | 1-4 hours |
| Material Caution | Avoid HCl on stainless steel, titanium | Avoid on aluminum, zinc, galvanized steel |
| Cost per Cleaning Cycle | $500-2,000 per unit | $300-1,500 per unit |
Step-by-Step Chemical Cleaning Procedure
- Double rinse
- Alkaline stage
- Intermediate rinse
- Acid stage
- Neutralization
- Passivating
- Final rinsing
⚠ WARNING: Never use hydrochloric acid on stainless steel or titanium — it causes pitting corrosion and stress corrosion cracking. Use citric acid at 2-5% concentration instead. Always confirm tube metallurgy from the equipment datasheet before selecting cleaning chemicals.
chemical cleaning occasionally fails due to the lack of contact time.
The acid stage is often rushed to allow the unit to go back onto line. The 4 hour soak may be cut to a mere 90 minutes. But you only descale 40-60% of the surface and the clean-up cycle continues for weeks rather than months.
Mechanical Cleaning — Brushes, Scrapers, and Projectile Systems
Another technique for deposits removal is through good old fashioned abrasive contact. This requires no hazardous waste disposal and removes stubborn films of calcium scale, particulate dirt, decayed and compressed deposits, and coked-on residue.
Mechanical cleaning of tubes with brushes is effective.
Four main mechanical cleaning methods are used in practice:
- Rotary brushes – Nylon or stainless steel brushes rotated by a flexible shaft drill.Recommended for superficial or light scale for straight tubes. Speed recommendations should be in the range of 500-1500 RPM.
- Plungers and cutters – Carbon tipped chisels for stubborn grit and scale. Full depth tube cleaning is required when the scale thickness exceeds 3mm or following chemical cleaning
- Projectile systems – Foam, plastic or metallic projectiles are shot through the tubes at a pressure of 80-120 PSI by means of compressed air or water-pressure of 350-450 PSI through a still platform or water jets.For good removal velocity should reach 30 feet/sec minimum.
- Autocentring lance systems – High speed spinning and rotating fixed lances used for mechanical cleaning of tube sheet.Flexible lance bundle Cleaning system for entire tube sheets are much more efficient than conventional labor orientated methods.
✅ When to choose mechanical cleaning:
- deposits are too hard for chemical dissolution ” hardness > 5 Mohs
- Chemical compatibility is a concern (exotic alloys, lined tubes)
- Environmental regulations restrict chemical discharge at your site
- Shell and tube heat exchanger with straight tubes and accessible tube sheets
- Primarily particulate dirt and debris is to be immersed in the cleaning.
- You need the tubes cleaned in hours, not days
Our flex lance bundle cleaning system cleans up to 300% faster than single tube brushes. Multi-lance configurations simultaneously work on 2-5 tubes while the automatic indexing system travels across the tube sheet without requiring manual repositioning. So if you’re cleaning a bundle of 2,000 tubes, you’ll get the entire mechanical cleaning completed in 8-12 hours compared to the conventional brush cleaning process taking 3-4 days.
The mechanical cleaning process also offers visual confirmation. With each pass, you can inspect the tube bore with a borescope to verify scale removal. When chemical cleaning is used, you have flow rate recovery and pressure drop measurements – both of which are indirect indicators of deposit removal; they do not identify whether a specific tube has been successfully cleaned.
One disadvantage of mechanical method is that it generally requires disassembly to have most types of heat exchangers. The tube bundle must be taken out of the shell, or at least, the channel covers need to be taken off to expose the tube sheet. Be sure to include crane access, rigging and gasket cost in your cleaning plan.
High-Pressure Water Jetting — Power Cleaning for Stubborn Scale
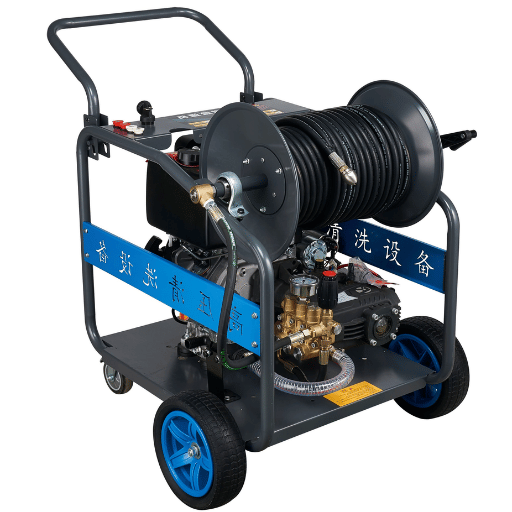
High pressure water jetting delivers the kinetic energy to crack cemented deposits that chemical or mechanical cleaning simply cannot budge. The water jet disperses a directed stream at the deposit surface, cracking and flushing it away in one quick shot. Specialist water jetting maintenance industry calls this “hydro blast” cleaning–water blast overwhelmed by 700+ bar crushing force dislodges even calcified deposits that use acid solution to react.
150–350 bar
Low-pressure jetting
350–700 bar
High-pressure jetting
700–2,800 bar
Ultra-high-pressure jetting
How to dislodge deposits from the heat exchanger using water jetting: 1) Ready and drain the heat exchanger. 2) Remove the channel covers and expose the tube sheets. 3) Pick the right nozzle according to the tube ID. (Ensure the nozzle OD is between 60-70% of the tube ID) 4) Begin with a zero pressure power setting (150 bar) and gradually escalate the pressure until the deposit is forced to free itself. 5) Proceed to make 2-3 passes per tube at the maximum operating pressure. 6) Flush loose material with a low-pressure rinse. 7) Verify cleanliness with a borescope.
For heat exchangers with numerous tubes, our automated tube cleaning system for heat exchanger bundles couples high-pressure water jetting with automated lance indexing to do the dirty work. The tube cleaning lance is held in position by a computer-controlled actuator in an auto-feed platform, so an operator does not need to reposition the lance at each tube opening.
⚠ Safety Warning: High-pressure water jetting is one of the most dangerous cleaning operations in industrial maintenance. Per the Safe Work Australia guide, reaction forces must not exceed 15 daN in confined spaces or 25 daN in open areas. Required PPE includes face shield, waterproof suit, steel-toe boots, and hearing protection. Never point the lance at personnel, even when the pump is off — residual pressure in the line can cause serious injury.
Common mistake: Using excessive pressure on thin-wall tubes (under 2mm wall thickness) can cause tube perforation. Always verify tube wall thickness from the equipment datasheet or with ultrasonic thickness measurement before selecting pressure settings. Start 30% below the maximum recommended pressure and increase only if needed.
Water jetting costs generally will run $1,500-5,000/exchanger for done-in-place job, based upon number of tubes and deposit severity. Equipment rental on site can range from $500-1,200/day with a 700-bar unit and accessories.
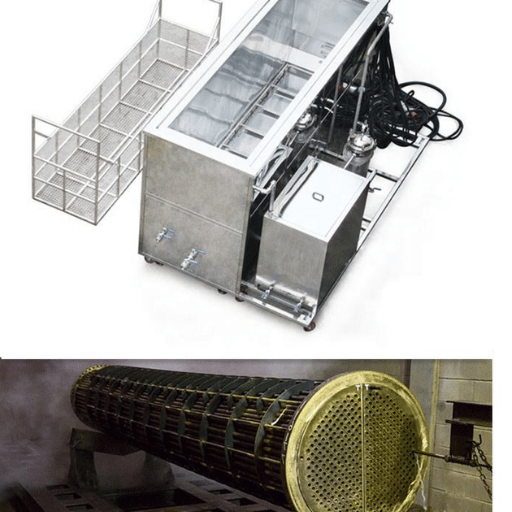
Ultrasonic and Thermal Cleaning — Specialized Approaches

Selecting to use anything other than a chemical, mechanical, or water jetting technique on your fouled apparatus depends on the specific deposits you’re trying to alleviate. Ultrasonic cleaning and thermal cleaning address particular deposits not as effectively treated by chemical, mechanical, or water jetting.
Ultrasonic Cleaning
Ultrasonic heat exchanger cleaning involves cleaning the part in a liquid bath and positioning it in a chamber. In this chamber, ultrasonic transducers produce extremely high ultrasonic sound frequency (20-40 kHz). Under the influence of ultrasonic sound waves, the cavitation bubbles are formed that collapse with intense energy on the fouled deposits, causing them to break away without abrasive tools.
Bath temperature plays an important role in ultrasonic cavitation. It enhances the intensity of cavitation as well as the cleaning agents’ efficiency when operating within the range of 50-85C. Cavitation activity diminishes significantly when the bath temperature falls below 40C. When the temperature surpasses 85 C, the increased vapor pressure causes oversaturation of the ultrasonic cavitation bubbles and the cavitation intensity drops off rapidly.
Ultrasonics is effective on oxide, light scale, and fouling from small-to-medium components – stainless steel plates, tube bundles less than 1 meter long, valve internals. Large shell and tube exchangers are not well suited because of tank size constraints.
Thermal Cleaning
Thermal cleaning exposes the fouled component to high temperatures (400-600C) in order to pyrolize the organic foulants. Coke, hydrocarbons polymerized in the heat, and other heavier organic foulants break down into gases and light ash with a simple brush or blowing techniques.
Control the heat. Carbon steel components must not exceed 600C or metallurgical changes will occur. stainless steel may tolerate 700C but consult the alloy specification. Ramps of 50-100C/hr avoid thermal shock in thick-walled pipe components.
| Parameter | Ultrasonic Cleaning | Thermal Cleaning |
|---|---|---|
| Target Fouling | Oxide, light scale, biofilm | Coke, heavy organics, polymerized residue |
| Operating Temperature | 50-85°C | 400-600°C |
| Effectiveness | 90-98% for target deposits | 95-99% for organic foulants |
| Equipment Needed | Ultrasonic tank, transducers, cleaning solution | Industrial oven with atmosphere control |
| Cost per Cycle | $800-3,000 | $2,000-8,000 |
| Limitation | Tank size limits component dimensions | Not for components with non-metallic seals or gaskets |
Both processes require disassembly and removal for transport to heat exchanger specialists. Schedule 3-7 days including transport, cleaning, inspection, and return. For timecritical situations, acid or abrasive removal in the field will dramatically accelerate return to service.
Clean-in-Place (CIP) vs. Offline Cleaning — Choosing the Right Approach
What is the minimum effective cleaning method for your heat exchanger? This depends on your fouling type, exchanger design, production schedule, and funding. Use CIP to maintain the unit in-place and circulate cleaning chemistry. Use off-line when the design, budget, and schedule permit.
| Factor | CIP (Clean-in-Place) | Offline Cleaning |
|---|---|---|
| Downtime | 4-12 hours | 1-7 days (including disassembly) |
| Cost | $500-3,000 | $2,000-15,000+ |
| Cleaning Effectiveness | 60-85% deposit removal | 90-99% deposit removal |
| Best For | Light fouling, routine maintenance, plate pack and plate surfaces proper cleaning | Heavy fouling, failed CIP, tube inspection needed |
| Cleaning Methods Available | Chemical only | Chemical, mechanical, water jetting, ultrasonic, thermal |
Pre-Cleaning Inspection Checklist
- Check equipment specifications, confirm tube metallurgy, wall thickness, and sealing/gasket materials.
- Review past inspection reports – be aware of tube plugs, corrosion findings, or wall thinning.
- Measure current pressure drop and compare to clean baseline
- Collect deposit sample if able – send laboratory analysis to verify chemical composition.
- Check out proper disposal method – chemical cleaning produces acidic/alkaline wastewater requiring disposal per local codes.
- Order necessary replacement parts — gaskets, O-rings, and seal kits — before disassembly.
- For planar heat exchangers – check for plate cracking before reassembly.
The 10/13 Rule for Heat Exchangers
The 10/13 Pressure Design Margin (PDM) rule is a safety criteria utilized during cleaning procedures and pressure testing. It requires the shellside design pressure to be greater than 10/13 (~77%) of the tube side design pressure. This cushion protects the tube-to-tubesheet joints during cleaning when one side is pressurized and the other side is vented to atmosphere.
During CIP cleaning always confirm that circulating pump pressure does not exceed the lower of the two design pressures as that point may cause tube failure or catastrophic gasket blowout.
Cleaning Frequency Guidelines
Cleaning frequencies vary with service severity. High-fouling service conditions like high hardness cooling water or crude oil pre-heating may necessitate cleaning cycles every 3-6 months. Moderate service with no fouling (closed loop glycol) can run 12-18 months. Low-fouling applications (treated water, clean dry gases) can go 2-3 years.
Track the thermal efficiency of your heat exchanger monthly by comparing inlet/outlet temperatures and pressure drops. When the thermal efficiency drops 10-15% lower than the clean baseline, schedule the cleaning – whether by calendar or data-driven procedures. Following these best practices for environmental and safety compliance also helps avoid regulatory penalties during chemical waste handling.
Our basis for plate heat exchanger cleaning method decision start from the category of deposit type first. Then based on the exchanger geometry, Unit operation production problem, and Total Cost of Ownership. For high frequency cleaning,BOSHIYA’s bundle cleaning solutions reduce the cost per cleaning by 40-60% compared to manual cleaning-‐because of faster cleaning would means that reduced the shutdown time and reduced the labor time.
Frequently Asked Questions

Q: What is the best way to clean a heat exchanger?
View Answer
The best cleaning method depends on the fouling type and exchanger design. chemical cleaning (acid or alkaline) works best for mineral scale and biological fouling without disassembly. Mechanical cleaning (brushes, projectiles, or automated lances) handles hardened deposits in shell and tube exchangers. High-pressure water jetting removes the most stubborn scale. For routine maintenance, CIP cleaning provides adequate results with minimal downtime. Start by identifying your deposit type through sample analysis, then match it to the method that targets that specific foulant.
Q: What is the 10-13 rule for heat exchangers?
View Answer
Shell-side design pressure must be at least 10/13 (~77%) of tube-side design pressure. This protects tube-to-tubesheet joints when one side is pressurized and the other is open during cleaning or maintenance. Always verify pressure ratings before starting work.
Q: What are the four methods of chemical cleaning?
View Answer
There are four chemical cleaning methods for heat exchangers: 1. Acid cleaning: Hydrochloric, citric or phosphoric acid used to dissolve mineral deposits such as calcium carbonate and limescale. 2. Alkaline cleaning: Sodium Hydroxide or potassium hydroxide used for removing organic deposits, greases and biofilms. 3. Solvent cleaning: Petroleum based or synthetic solvents removing oils, wax and hydrocarbon fouling. 4. Chelant cleaning: EDTA or any other chelating agent used to bind metal ions and remove deposits without harsh acid attack on base metals.
Q: How to remove sludge from a heat exchanger?
View Answer
To remove sludge: 1. Isolate and drain the exchanger. 2. Flush with low pressure water to remove loose sludge. 3. If soft, circulate alkaline cleaning chemical at 60-80 degrees Celsius for 2-4 hours. 4. If hardened, use high pressure water jetting at 150-350 bar with a scotch-brite or carbide tipped rotating nozzle. 5. Flush with fresh water. 6. Use borescope to confirm removal. If sludge has hardened into scale, it may be necessary to carry out chemical cleaning using rotary brushes or projectile system.
Q: How often should a heat exchanger be cleaned?
View Answer
High-fouling service (seawater, crude oil): every 3-6 months. Moderate fouling (treated water loops): annually. Low fouling (clean process fluids): every 2-3 years. Best practice is condition-based — schedule cleaning when pressure drop rises 10-15% above clean baseline.
Q: How much does it cost to clean a heat exchanger?
View Answer
Cleaning costs vary depending on method and size of exchanger. CIP chemical cleaning costs $500-3000. Off line chemical cleaning costs $500-2000 for acid, or $300-1500 for alkaline, minus labor and waste disposal. Mechanical cleaning costs up to $1,000-5000 depending on number of tubes to be cleaned. High-pressure (ridge) water jetting costs $1,500-5000 by contractor, or $500-1200 per day for equipment rental. Ultrasonic cleaning costs $800-3000 per cycle. Thermal cleaning costs $2,000-8000. The total cost includes downtime, labor, waste disposal, and temporary gaskets, not just the cost of the cleaning service.
Q: How do I know when to clean a heat exchanger?
View Answer
Beware of these “killer” symptoms: 1) Differential pressure across the exchanger increases 15% or more above clean baseline. 2) Process side outlet temperature displaces from design-the process fluid is not heating or cooling to target. 3) Energy usage increases to process to target. 4) Visible deposits appear during shutdown inspection. 5) Exchanger vibrates or makes unusual noise. Log differential pressure and temperature approach monthly to catch fouling early.
Need Professional Heat Exchanger Cleaning?
Use BOSHIYA automated flexible lance bundle cleaning systems to save up to 300% on cleaning time, and up to 60% on total costs per cleaning.
Why We Write About Heat Exchanger Cleaning
BOSHIYA makes automated bundle cleaning systems-we are not a neutral third party. We write about heat exchanger cleaning techniques because it is our area of business, and we believe industrial buyers make smarter buying decisions when they know all the options. We describe every method in this paper-even those that do not use BOSHIYA equipment- so you can make the best call about how to clean your deposits.
References & Sources
- Cost of Heat Exchanger Fouling in U.S. Industries — U.S. Department of Energy, OSTI
- Heat Exchanger Fouling Cost Study — Texas A&M University
- Guide for Managing Risks from High-Pressure Water Jetting — Safe Work Australia
- Waste Heat Recovery Basics — U.S. Department of Energy
- Industrial Fouling: Problem Characterization and Assessment — U.S. Department of Energy, OSTI
- Standards for Tubular Heat Exchangers — TEMA
![ASME Pressure Vessel Fabrication Guide: Section VIII Requirements [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


