
Get in Touch with BOSHIYA

How Water Jetting Tube Cleaning Works — Equipment, Techniques & Industry Applications
Contents
show
Published by BOSHIYA Group Technical Team · March 2026
What Is Water Jetting Tube Cleaning?
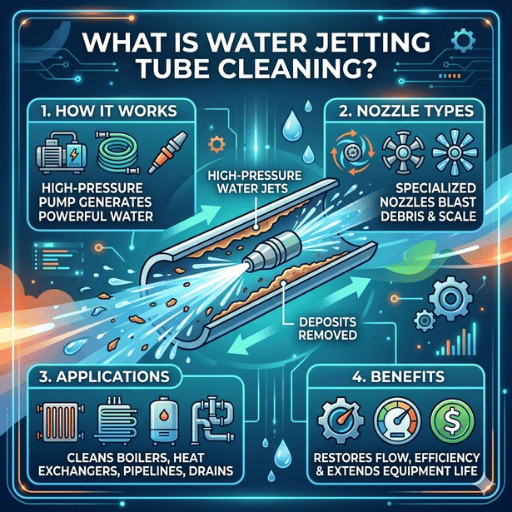
Water jetting tube cleaning — sometimes called hydro jetting or hydro blasting — pushes high pressure water through purpose-built nozzles into heat exchanger, condenser, and boiler tubes. The water jet breaks apart fouling deposits and flushes them out the other end. No chemicals involved, no abrasive contact with tube walls. Scale, coke, sludge, biological growth — it all comes out.
The idea is simple enough. A high-pressure pump sends water through flexible hoses to a lance with a nozzle on the tip. An operator — or in newer setups, an automated system — feeds that lance into the tube, and pressurized water blasts deposits loose as it moves from one end to the other. Pressure water jetting handles tubes from about 10mm up to 50mm inner diameter. Everything from thin biofilm to rock-hard coke.
Here’s why it matters: the global heat exchanger market hit $19.7 billion in 2025. Fouling-related losses? Roughly 0.25% of global GDP. That’s not a small number. Every millimeter of buildup inside a tube chokes thermal efficiency and drives up energy costs. Keeping up with regular tube cleaning using high pressure water jet systems is how facilities keep these assets performing at design capacity.
The tube cleaning equipment itself has come a long way — from handheld lances that one person wrestles into each tube, to fully automated multi-lance rigs that knock out dozens of tubes per hour from a remote cabin. Pipe and tube cleaning with water jet technology is still the go-to across refineries, power plants, and petrochemical facilities around the world.
Why High Pressure Water Jetting Outperforms Chemical and Mechanical Cleaning

When a turnaround is on the schedule, plant engineers generally look at three cleaning methods: chemical dissolution, mechanical scraping (think cable machines or rotary brushes), and hydro jetting. They all have trade-offs. But in our experience, water jetting comes out ahead on deposit removal rate, environmental footprint, and long-term tube preservation. Here’s the breakdown:
| Factor | Water Jetting | Chemical Cleaning | Mechanical Cleaning |
|---|---|---|---|
| Effectiveness | 85-95% deposit removal | 30-85% (varies by chemistry) | 60-80% (straight runs only) |
| Tube Wall Damage Risk | Low (non-contact) | Medium (acid corrosion) | High (scratching, gouging) |
| Environmental Impact | Water only — no hazardous waste | Hazardous waste disposal required | Minimal waste, but metal shavings |
| Handles Bends | Yes (flexible lance + rotating nozzle) | Yes (in-situ circulation) | No — limited to straight tubes |
| Downtime | Hours (automated systems) | 12-48 hours (soak time) | Hours (but slow per tube) |
The environmental angle is what really separates water jetting from the alternatives. You’re using water. That’s it. No acids, no solvents, no neutralization tanks, no hazardous waste manifests to file. If your facility operates under EPA or EU REACH regulations, that alone can make the decision for you.
“Most common mistake we see: relying solely on chemical cleaning for hardite-scale deposits that need mechanical force. Chemicals dissolve soft carbonates just fine, but they barely touch silica-based scale or polymerized coke. Water jetting at 700+ bar handles both.”
We’ve seen it firsthand across BOSHIYA’s refinery turnaround projects — water jetting pulls out 85-95% of fouling in a single pass. Chemical methods can get close on soft deposits, sure, but their effective range falls off fast once you’re dealing with mixed fouling. And that’s what most real-world heat exchangers actually have. Mechanical brushing is another story — it scratches pipe wall surfaces, and those scratches become nucleation sites where new fouling grabs hold even faster. Water jetting prevents that whole cycle from starting.
How the Water Jetting Process Works: Step-by-Step

Whether you’re running a manual single-lance rig or a fully automated multi-lance system, the water jetting process breaks down into six stages. Skip any of them — particularly the inspection — and you’re asking for wasted hours or damaged tubes.
- Pre-cleaning inspection — stick a borescope or camera into a representative sample of tubes. You need to know what you’re dealing with: deposit type, how thick it is, where it’s concentrated. That information drives your pressure settings and nozzle choice. Don’t assume fouling is uniform — we’ve pulled bundles where one tube had light biofilm and the tube right next to it had 3mm of calcium carbonate scale.
- Equipment setup — hook the pump unit to your water supply, run hose lines out to the tube sheet face, and get the lance guide mounted (whether that’s a manual frame or an automated rail system). Check every fitting, every safety interlock, every pressure relief valve before you fire anything up.
- Pressure and flow calibration — dial in the high-pressure water output to match the tube’s material rating and the fouling you identified in step one. Carbon steel tube with medium scale? Maybe 500 bar. Thin-wall copper tube with biofilm? 200 bar is plenty. Set the pump controller, confirm with a gauge reading, and move on.
- Jetting execution — the lance goes into each high pressure water jet tube opening and the water jet does its work, blasting deposits loose as it travels through. Automated systems — like BOSHIYA’s water jetting tube cleaning machine — run multiple lances at once, cleaning 20-40 tubes per hour. Lance travel speed matters a lot here. Too fast and you leave deposits behind. Too slow and you’re burning daylight.
- Post-cleaning verification — run the camera through again. Compare pre- and post-cleaning pressure drop across the bundle to measure flow recovery. You want flow back to within 5-10% of clean-tube design values. If the numbers don’t hit that mark, you know which tubes need another pass for full deposit removal.
- Waste water collection — capture the discharge, filter out the solids, and dispose per local regs. One of the nice things about water jetting: the wastewater is almost always non-hazardous. Compare that to chemical cleaning effluent, which needs special handling and adds paperwork to clean the pipe system.
Pro Tip: Start at 60-70% of the tube’s maximum rated pressure and work your way up. Going full blast right out of the gate risks damaging thin-gauge tube walls. Bump it up only after you’ve confirmed that the initial pass is actually loosening deposits without deforming anything.
Pressure and Nozzle Selection for Different Tube Types

Getting the pressure and nozzle pairing right — that’s honestly half the battle. Go too low and you’re wasting labor hours. Go too high on the wrong material and you’ll erode the pipe wall in ways you can’t undo. At BOSHIYA, our nozzle selection process factors in fouling severity, tube diameter, wall thickness, and metal alloy grade.
| Application | Tube Material | Recommended Pressure | Nozzle Type |
|---|---|---|---|
| Light fouling (biofilm, silt) | Copper, Aluminum | 150-350 bar (2,175-5,075 PSI) | Forward-jet |
| Medium fouling (scale, corrosion) | Carbon Steel | 350-700 bar (5,075-10,150 PSI) | Rotating |
| Heavy fouling (coke, hardite scale) | Stainless Steel, Alloy | 700-1,500 bar (10,150-21,750 PSI) | Combination rotating + forward |
| Ultra-heavy / cutting hardened deposits | Heavy-wall steel | 1,500-2,800 bar (21,750-40,600 PSI) | Ultra-high-pressure lance |
The nozzle geometry dictates how the water jet tube and pipe cleaning action hits the tube wall. Forward-jet nozzles throw all their force straight ahead — good for shoving smooth, soft deposits out the far end of the tube. Rotating nozzles spin the spray pattern 360 degrees, scrubbing the full circumference as the lance moves through. And combination nozzles do both, which is what you want for stubborn fouling that’s really bonded to the wall.
U-tubes and other configurations with bends are where water jetting really pulls ahead. Flexible lances paired with rotating nozzles navigate around bends without getting stuck. The pressurized water does the turning for you. Rigid mechanical tools? They can’t get past that first bend. Nozzle manufacturers like NLB carry dozens of configurations specifically for bent-tube work.
Important: Do not exceed the tube material’s rated pressure. Running too much pressure on thin-wall copper tubes (anything under 0.7mm wall thickness) will cause pipe wall erosion and pinhole leaks. Pull the manufacturer’s tube data sheet and confirm the maximum allowable working pressure before every single job.
Industrial Applications — Heat Exchangers, Condensers, and Boiler Tubes

Water jetting tube cleaning shows up across three big industrial segments. The fouling challenges differ, the regulations differ, and the ROI math looks a little different in each one.
Heat Exchangers (Refineries & Petrochemical)
30%
Heat transfer loss from fouling
85-95%
Transfer coefficient restored after jetting
2%
Energy consumption increase from fouled tubes
IntechOpen research puts the heat transfer loss from fouled heat exchanger tube bundles at up to 30%. In crude oil refineries, the deposits are usually a mix of coke, asphaltene, and corrosion products. During turnarounds, jetting crews have to work through bundles with anywhere from 500 to 5,000 tubes. At that volume, speed is everything — and automated systems tend to pay for themselves inside of two or three turnaround cycles.
Condenser Tubes (Power Generation)
Condensers on steam turbines don’t tolerate fouling well at all. Even a thin deposit layer on condenser tubes degrades vacuum pressure, which means the turbine has to work harder for the same output. There’s a well-known case study from Ratcliffe power station, published by Power Magazine, where water jetting improved backpressure by 3-4 mbar at full load. In dollar terms, that worked out to roughly $200,000 per year in fuel savings. And cleaning also slows down under-deposit corrosion, which means the tubes themselves last longer.
Boiler Tubes (Industrial Steam)
Scale on the inside of boiler tubes works like insulation — but not the good kind. It forces higher fireside temperatures just to push the same amount of heat through, which burns more fuel. ASME Section VII lays out guidelines on cleaning frequency. Sludge and grease buildup under the scale layer speeds up corrosion, and eventually you get tube failures that knock out your steam supply entirely. At a minimum, clean annually. If your feedwater quality is poor or you’re seeing accelerated fouling, shorten that interval.
Across all three applications — and in municipal drain and sewer cleaning too — the direction is the same: manual is giving way to automated water jetting. See how automated cleaning systems have cut turnaround time by over 35% versus manual lance operation.
Water Jetting Equipment Specifications and Selection Guide
The gap between manual and fully automated water jetting equipment is massive — and it’s not just about speed. Safety and cleaning consistency are night and day. Here’s how the three tiers stack up:
| Feature | Manual | Semi-Automated | Fully Automated |
|---|---|---|---|
| Operator location | At tube face | Nearby | Remote cabin |
| Tubes per hour | 3-5 | 8-15 | 20-40 |
| Max pressure | 1,000 bar | 1,500 bar | 1,500+ bar |
| Lance count | 1 | 1-2 | 3-5 |
| Safety level | Low | Medium | High |
| Best for | Spot repairs | Medium bundles | Large turnarounds |
With manual jetting, your operator is standing right in front of the tube sheet. That means direct exposure to high-pressure water kickback, noise well above 100 dB, and debris flying out of the tubes. Semi-automated rigs put the lance on a rail, which helps, but someone still has to be close by. Fully automated machines — like BOSHIYA’s Tube Side Bundle Cleaner — move the operator into a sealed remote cabin where they control five lances at once using a joystick and live camera feed.
Equipment Selection Checklist
- Budget: are you looking at a capital purchase, a rental, or a service contract?
- Throughput requirement: how many tubes per shift do you need to hit?
- Tube count per bundle: under 500 tubes, semi-auto is usually enough. Over 1,000 and fully automated starts paying off fast
- Safety requirements: confined space, H2S environment, or standard outdoor setup?
- Space constraints: how much room do you actually have at the tube sheet face?
- Power supply: electric or diesel pump drives?
- Performance tracking: does the system log pressure, lance speed, and tube ID so you have quality records?
The automated tube bundle cleaner market has grown fast since around 2018. Facilities that run two or more turnarounds per year almost always find that automated cleaning equipment costs less per tube than bringing in manual jetting crews. There’s a consistency advantage too — the technology delivers the same operational efficiency on the third shift as the first, because the machine doesn’t get tired.
Safety Protocols and Common Mistakes
There is no room for shortcuts with high-pressure water. At 1,000 bar, a water jet will cut through steel at close range. Build your safety protocols for the worst case, not the best one. Engineer them that way from day one.
Safety Checklist
- PPE: Face shield rated to ANSI Z87.1 — mandatory above 2,000 PSI. Water-resistant suit, steel-toe boots, and hearing protection rated for 105+ dB.
- Equipment inspections: Check hoses quarterly for bulging, abrasion, and worn fittings. Pressure relief valves get tested and certified annually.
- Exclusion zones: Keep a minimum 3-meter perimeter around the jetting area. Nobody who isn’t authorized goes inside that zone while the system is in operation.
- Training: Operators must be certified per OSHA 29 CFR 1910.243. New operators need supervised field time before they run a job solo.
5 Mistakes That Lead to Failed Tube Cleaning
- Skipping pre-cleaning inspection. If you don’t know the deposit type, you can’t identify the right pressure and nozzle. You’re guessing — and guessing costs time and risks tube damage.
- Running too much pressure on thin-wall tubes. Copper and aluminum tubes thinner than 0.7mm can’t handle anything above 350 bar. Push past that and you get erosion, pinhole leaks, and tubes that have to be permanently plugged — shrinking your bundle capacity for good.
- Moving the lance too fast. This one is tempting when you’re behind schedule. But a lance traveling at twice the recommended rate leaves deposits behind and gives you a false sense of completion. The rework pass ends up costing more time than slowing down would have.
- Ignoring nozzle wear. Carbide nozzle orifices erode over time. A worn-out nozzle can lose 20-30% of its cleaning force while drawing the same pump energy. Swap nozzles on a schedule — most need replacing every 40-60 hours of jetting.
- No post-cleaning verification. If you don’t scope the tubes with a camera afterward, you have no way of confirming the deposits are actually gone. Leftover waste, blockage fragments, and residual clog material will cause the tubes to foul back up fast. Running a camera takes minutes. It prevents expensive rework.
Automated systems take several of these failure modes off the table entirely. Lance speed is servo-controlled — not dependent on a human holding steady. Pressure is locked to preset values for each tube row. Built-in cameras provide real-time verification without needing a separate inspection pass. When it comes to high pressure tube cleaning equipment, automation isn’t just about efficient cleaning — it’s a safety play. The two go hand in hand when the right equipment and protocols prevent the issues that cause rework and injuries.
Frequently Asked Questions

How does water jetting tube cleaning work?
A high-pressure pump pushes water at 150-2,800 bar through nozzles directly into tube interiors. The pressurized stream breaks apart scale, coke, sludge, and biological growth, flushing everything out the other end. Automated setups run multiple lances at once to speed things up.
What pressure is needed for heat exchanger tube cleaning?
That depends on the deposit and the tube material. For light biofilm, 150-350 bar is usually sufficient. Scale and corrosion products call for 350-700 bar. Heavy coke or hardite scale pushes the requirement up to 700-1,500 bar. The key is matching pressure to the tube’s wall thickness — go too high and you risk erosion damage.
How often should industrial tubes be cleaned?
There’s no universal answer — it depends on how fast fouling builds up given your process fluid, feedwater quality, and operating conditions. Power plant condensers typically need cleaning at least once a year. Units pulling cooling water from rivers or coastal intakes sometimes need it twice. Refinery heat exchangers usually get cleaned during scheduled turnarounds, every 6-18 months. The most reliable trigger is performance data: when thermal efficiency drops below 80% of the clean-tube baseline, or when pressure drop across the bundle climbs more than 15% above normal, it’s time. Some plants have started installing online fouling monitors that flag these thresholds automatically.
Can water jetting damage tubes or pipes?
When done correctly, no. Water jetting is non-contact, so it doesn’t scratch tube walls the way mechanical methods do. That said, using too much pressure on thin-wall tubes — particularly copper or aluminum under 0.7mm thick — can cause erosion. The rule of thumb: always calibrate pressure to the tube material’s rating, and start at 60-70% of maximum before ramping up.
What is the difference between water jetting and mechanical tube cleaning?
Water jetting uses pressurized water to blast deposits loose — there’s no physical contact with the tube wall, so no scratching. Mechanical cleaning uses brushes, drills, or cable machines that scrape along the inside surface. The downside is that mechanical tools can gouge tube walls and they can’t navigate past bends in U-tube configurations.
How much does industrial water jetting cost?
It varies quite a bit depending on your location, tube count, how severe the fouling is, and what equipment you use. Manual jetting is labor-heavy and pricing swings a lot by region. Automated systems cost more upfront, but they clean 4-8x faster, which brings the total turnaround cost down significantly. For context, at refinery scale the cost of not cleaning — higher fuel burn, lost efficiency, unplanned shutdowns — usually runs 10-20x higher than the cleaning itself.
What types of fouling can water jetting remove?
Most types. Calcium carbonate scale, silica scale, coke, sludge, biological growth, grease, corrosion products, calcium sulfate — water jetting handles all of these. The exceptions are extremely hard deposits like barium sulfate or certain polymerized organics. For those, the best approach is usually a chemical pre-soak followed by water jetting to clear whatever the chemicals loosened up.
Ready to Cut Your Turnaround Time?
BOSHIYA’s automated Tube Side Bundle Cleaner delivers 1,500 bar cleaning power with 5-lance simultaneous operation and remote cabin safety. Built on 110 years of industrial engineering heritage.
Get a Free Quote View Equipment Specifications →This article was prepared by the BOSHIYA Group technical team, drawing on over a century of industrial maintenance experience. Third-party data from Becht Engineering, Power Magazine, OSHA, and ASME is linked directly for independent verification. Equipment specifications reflect BOSHIYA’s current product line. We recommend consulting with a qualified engineer before selecting a cleaning method for your specific application.
References & Sources
- Becht Engineering — “Comparison of Heat Exchanger Cleaning Methods” — becht.com
- IntechOpen — “Fouling in Heat Exchangers” — intechopen.com
- Power Magazine — “Condenser Performance Improvement Through Cleaning and Leak Detection” — powermag.com
- OSHA Safety Manuals — “Hydroblaster Safety” — safetymanualosha.com
- OSHA — 29 CFR 1910.243 (Portable Powered Tools) — osha.gov
- Digital Refining — “Exchanger Cleaning Contest: Chemicals vs Jetting” — digitalrefining.com
- Curran International — “Heat-Exchanger Fouling: Cost Impact and Prevention” — curranintl.com
![ASME Pressure Vessel Fabrication Guide: Section VIII Requirements [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


