
Get in Touch with BOSHIYA

Bundle Cleaning: Methods, Maintenance Schedules, and Industry Best Practices
Contents
show
Quick Specs
| Application | Shell-and-tube heat exchangers |
| Pressure Range | 500–3,000 bar (7,250–43,500 PSI) |
| Common Methods | High-pressure water jetting, chemical cleaning, mechanical cleaning |
| Typical Frequency | Every 6 months to 10 years (application-dependent) |
| Key Standards | TEMA, ASME Section VIII, ASME PCC-2 |
| Typical Cost | €0.50–€15 per tube (method-dependent) |
A fouled tube bundle simply doesn’t warn you with alarms or buzzer lights. It warns you through higher energy bills, increased unplanned shutdowns that cost tens of thousands per hour, and dramatically reduced throughput leading to missed deadlines and lost revenues. The Bundle cleaning is the single most effective maintenance procedure to regain shelland-tube heat transfer effectiveness – yet many refineries and chemical plants still time cleaning either to fall too early, wasting development time and money, or too late, after efficiency has long since dropped to within a percent or two of the line losses.
This guide runs through the specific techniques, pressure window selections, interval triggers, and costing details you need to schedule bundle cleaning properly, whether maintaining a refinery crude-pre-heat train, a petrochemical reactor effluent cooler, or a power station condenser.
What Is Bundle Cleaning in Industrial Heat Exchangers?
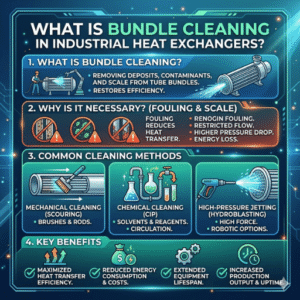
Bundle cleaning is the removal of fouling deposits — scale, coke, biological growth, rust, dirt, and grime — from the inside (tube-side) and outside (shell-side) of tube bundles in shell-and-tube heat exchangers, restoring design-level heat transfer performance.
All shell-and-tube heat exchangers have a tube bundle: a group of tubes with tube sheets holding them in position and tubes supported by baffles. Fouling deposits occur on the tube-surfaces as well as on the shell-surfaces as a result of entrainment and of fouling characteristics of the fluids (Polasek, 1972). The ensuing fouling which occurs on the tube-surfaces is refered to collectively as fouling.
It acts as an isolator to of heat transfer between the hot and cold streams. Operationally the effect of the fouling means that operator will have to increase flow rates, inlet streams temperatures, or accept the reduction of output.
Costs are immense. Using the Ipieca Energy Efficiency Compendium for Heat Exchangers (2022), one 100,000 bbl/day refinery may see heat loss due to fouling of about $31.17 million a year. A fouled bundles generally experience a 20-30% reduction in thermal efficiency 12-18 months after being put into service, depending on the service and fluid properties.
Annual bundle cleaning, carried out at the right intervals with the right method, is not optional — it is essential for heat exchanger asset management. Cleaning systems have made great advances in the last 20 years, from manual rodding to modern, computer-controlled, high-pressure water jetters that can return a bundle to near-original thermal performance.
TEMA (Tubular Exchanger Manufacturers Association) Standards specify the mechanical design considerations including tube material, wall thickness and baffle arrangements that determine where and when the bundles should be cleaned.
Common Types of Fouling That Demand Bundle Cleaning
Different kinds of fouling exist. Each type of deposit provides a specific cleaning procedure, and the pressure at which it has to be executed as well as the associated cost. These are the five fouling types of industrial heat exchangers:
| Fouling Type | Characteristics | Cleaning Method | Pressure Range | Industries |
|---|---|---|---|---|
| Particulate | Suspended solids, silt, clay deposits | HP water jetting | 500–1,500 bar | Power generation, water treatment |
| Biological | Algae, bacteria, biofilm | HP water jetting + biocide flush | 500–1,000 bar | Marine, cooling towers |
| Scaling (CaCO3) | Mineral crystallization from dissolved salts | HP water jetting or acid cleaning | 1,500–2,000 bar | Desalination, boilers |
| Corrosion | Metal oxide deposits, rust, degradation products | HP water jetting | 2,000–3,000 bar | Petrochemical, refining |
| Chemical Reaction | Polymerization, coking, thermal decomposition | Mechanical + chemical | 2,000–3,000 bar | Refineries, chemical plants |
💡 Pro Tip
Each type of fouling has a preferred couple of methods. Using the wrong case for the wrong deposit wastes time and can erode tubes for nothing. For instance, it makes no sense to use 2,500 bar of water pressure to clean up biological fouling (which is soft), but only 500 bar to remove calcium carbonate.
Proper filter installation on inlet lines and zero back-pressure during testing are requirements before any cleaning attempt. Be aware that open-loop cooling water plants regularly experience biological fouling, increased particulate accumulation, and loosely adherent deposits, while crude pre-heat exchangers generally develop dense asphaltene deposits and corrosion products. Most petrochemical maintenance scenarios involve chemical reaction fouling (coking, polymerization) that demands the most aggressive cleaning treatment.
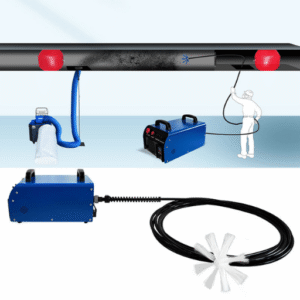
Bundle Cleaning Methods — ID and OD Techniques Compared
Bundle cleaning methods split into two categories based on which surface is being cleaned. ID cleaning (tube-side) focuses on the interior of the tubes where the process fluid passes through; OD cleaning targets the outside of the tube surfaces and the shell-side spaces between tubes. Combined ID and OD cleaning is common in turnaround maintenance.
| Method | Type | Pressure Range | Best For | Limitations |
|---|---|---|---|---|
| High-pressure lancing | ID | 500–3,000 bar | All internal deposits | Requires tube access from end |
| Rotating nozzle jetting (agitation) | ID | 1,000–2,500 bar | Heavy scale, coke | Nozzle size must match tube ID |
| External bundle washing | OD | 500–1,500 bar | Shell-side particulate, biological | Limited access between tube rows |
| Chemical circulation (CIP) | Both | N/A (chemical) | Scaling, biological, light corrosion | Disposal costs, material compatibility |
| Mechanical rodding/brushing | ID | N/A (mechanical) | Soft deposits, routine maintenance | Not effective on hard scale |
📐 Engineering Note
Maximum safe cleaning pressure for carbon steel (TEMA group A) tubes as specified by the ASME PCC-2 Standard is 50% of their minimum burst pressure. For standard 3/4″ OD × 16 BWG tubes at 2,500 bar maximum, verify remaining tube wall thickness against the minimum wall thickness specified for the remaining tube wall thickness found after UT evaluation. Tubes with less than 70% remaining wall thickness should be plugged rather than cleaned at full pressure.
Water jetting has an associated per tube cleaning cost of US0.50-2 for water jetting, versus an overall chemical cleaning cost of US5-15, a 30-50% improvement over chemical alone when water jetting is possible. Chemical cleaning cannot be replaced with water jetting in the removal of certain fouling types such as tight CaCO3 scale in small-bore tubes under 12 mm ID.
Capital investment for automated bundle cleaning equipment ranges from €50,000 to €200,000 depending on pump capacity, automation level, and whether the system is trailer-mounted for field service or fixed in a cleaning shop.
Step-by-Step Bundle Cleaning Process

The standard sequence for bundle cleaning whether on or off site involves a number of steps, skipping any of which can lead to costly errors.
- Isolation and lock-out-the step before cleaning; depressurize while removing pressures through locking open inlet and outlet valves; segregate residual fluids; verify zero-energy condition using lockout/tagout (LOTO) procedures according to the plants operating procedures. Confirm no residual pressure exists between isolation valves.
- Bundle removal-Any of the major types of hydraulic bundle extractors, with capacity from 5 to 25+ tons pulling force can be used. Heavy-duty equipment is available to locate and pull bundles up to 78″ diameter by 26 ft length. Larger locations are matched with diesel-powered bundle puller equipment that generates sufficient force without an external power source.
- Pre-cleaning inspection-Document all tube anomalies with photographs, to locate plugs or corrosion markers; record tube UT wall measurements at a minimum of three points per tube; identify fouling deposits, noting any pinholed or severely corroded tubes.
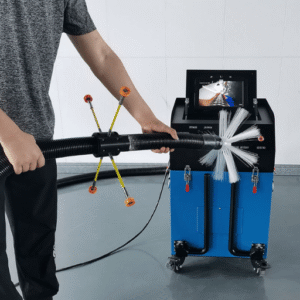
- Tube-side (ID) cleaning-Insert high-pressure (1,000+ bar) lances or rotating nozzles from the tube sheet face. Work the bundle systematically from top to bottom in sequential rows, cleaning tube-by-tube, to prevent debris from resettling on already-cleaned surfaces.
- Shell side (OD) cleaning – Position the bundle in a wash bay or on a cleaning rack. Use external jetting at 500-1,500 bar, working from one end of the tube bundle to the other. Focus on baffle cut areas known to accumulate more deposits.
- Post-cleaning tube inspection & hydrostatic test – Conduct a visual and UT inspection of tube surfaces where wall thinning was detected. Conduct a hydrostatic test according to ASME Section VIII Div. 1 (test pressure = 1.3 × design pressure). Detect any leaking tubes and plug them.
- Bundle re-installation – Use guide rails or roller supports to align the bundle with the shell bore. Apply an anti-seize compound to gasket surfaces, fit new gaskets, and torque flange bolts per the manufacturer specifications using a calibrated torque wrench in a star pattern.
⚠️ Important
The most common – and expensive – mistake in bundle maintenance is skipping post-cleaning hydrostatic testing. Any tube leaks post-cleaning cannot be detected without pigging or hydrotesting and can result in cross-contamination of shell-side and tube-side streams leading to product quality or safety risks. In a refinery crude/product exchanger, that one tube leak that you didn’t find can contaminate an entire product tank costing thousands in lost inventory.
Pre-Cleaning Inspection Checklist
- ✔Verify zero-energy state (LOTO complete)
- ✔Record inlet/outlet temperatures and pressures before shutdown
- Conduct UT of tube walls at least 3+ locations per tube (initial wall thickness baseline)
- ✔Photograph fouling patterns before cleaning
- Specify makeup water volume and pressure of your cleaning water supply.
- Review tube material and maximum allowable cleaning pressure.
Bundle Cleaning Frequency and Maintenance Planning

How often should tube bundles be cleaned? No single answer fits every plant. Frequency of cleaning is influenced by the service, fluid characteristics, heat exchanger configuration, and – most importantly – measurable performance indicators.
| Industry | Typical Cleaning Interval | Condition-Based Trigger |
|---|---|---|
| Oil refining (crude pre-heat) | 12–24 months | >15% pressure drop increase |
| Petrochemical | 18–36 months | OHTC drops >20% from design |
| Power generation | 12–18 months | Condenser backpressure rise >10% |
| Desalination | 6–12 months | Permeate flow drops >15% |
| HVAC/cooling towers | 12–24 months | Approach temperature increase >3°C |
💡 Pro Tip
Using measurable performance degradation (pressure drop, temperature approach, OHTC) as a trigger for condition-based cleaning consistently delivers more reliable results than prescribing fixed intervals. Refiners that switch to condition-based cleaning experience 15-25% fewer unnecessary shutdowns, which means increased availability and reduced maintenance costs.
According to TEMA Appendix E maintenance schedule principles, clean the bundle when the OHTC falls 15-25% below its design level or when the cost of energy loss surpasses the cost of a maintenance shutdown. This cost-based decision model ensures you avoid both premature and excessively late cleaning events.
Crude pre-heat train exchangers in oil refineries present extreme fouling challenges. Asphaltene-based fouling tends to accelerate over time non-linearly – the last 20% of the initial available thermodynamic efficiency can be lost in just a third of the operating time it took to lose the first 20%. Tracking temperature approach weekly and trend OHTC monthly gives maintenance planning a year’s worth of lead time to include the cleaning event in existing turnaround schedules rather than bunching it with emergency shutdowns.
Eager to put a dollar figure on the difference between waiting too long and cleaning too early? Access our turnaround downtime cost calculator and compare it to the energy drain of continued fouled operation. For equipment recommendations, look into bundle cleaning solutions sized for your operation.
Choosing Between In-Situ and Ex-Situ Bundle Cleaning

Choosing whether to clean in situ or ex situ is one of the first major decisions in a bundle cleaning job. There are advantages and disadvantages to both.
In-Situ Cleaning
✔ Advantages
- No bundle extraction needed
- Lower mobilization cost
- Faster turnaround (1–2 days vs 3–5 days)
- Suitable for fixed tubesheet designs
⚠ Limitations
- Limited to tube-side access only
- Cannot inspect OD surfaces
- Chemical cleaning residue requires professional disposal
- Not effective for heavy shell-side fouling
Ex-Situ Cleaning
✔ Advantages
- Full access to both ID and OD surfaces
- Thorough visual inspection possible
- Can repair or plug tubes during same shutdown
- Most effective for heavy fouling
⚠ Limitations
- Requires bundle extractor (5–25 ton capacity)
- Higher mobilization cost
- Longer turnaround (3–5 days)
- Not possible with fixed tubesheet HX designs
TEMA type designations dictate the options you have. Float-head types (AES, AET, AEP) permit full removal of the bundle for ex-situ cleaning – the float-head cover and shell cover are stripped, and the bundle slides out on rails or is drawn out with an extractor. Fixed tubesheet types (AEL, AEM, AEN) have their tubes welded permanently to both tube sheets, and present no opportunity to remove the bundle. Only in-situ, tube-side cleaning is feasible.
Decide between approaches by balancing fouling severity with turnaround expense. Mild particulate fouling on the tube side may be cleared in a single day with an in-situ water jetting job. Heavy carbon deposits both ID and OD surfaces warrant the 3-5 day ex-situ approach because cleaning only the tube side will leave the shell-side deposits unchecked.
If you do not own an extractor equipment, you may choose from equipment rental options to meet your project’s requirements. For permanent installations or frequent turnaround cycles, a self-propelled bundle extractor cuts the need for cranes and can perform cleaning up to 40% faster than manual pull methods.
Frequently Asked Questions About Bundle Cleaning
Q: How does bundle cleaning work?
View Answer
Bundle cleaning takes place by focusing high-pressure water jets (500-3,000 bar), chemical solutions, or mechanical utensils against fouled tube surfaces to scrape off deposits. For tube-side (ID) cleaning, a lance or rotating nozzle is pushed into each tube through the tube sheet face and driven down the full tube length. For shell-side (OD) cleaning, the bundle is extracted from the shell and placed in a wash bay where external water jets clean the outer surfaces and gaps between tubes. The method depends upon the contaminant type, deposit hardness, and tube material.
Q: Why is bundle cleaning important for heat exchanger performance?
View Answer
Fouling deposits are thermal insulating layers on tube surfaces, inhibiting heat flux. A fouled bundle will accumulate a 20-30% loss of thermal efficiency within 12-18 months. This entails the plant to work harder with higher energy inputs, greater mass flow through the exchanger, or lower throughput. Periodic bundle cleaning restores the heat exchanger even closer to the design value, saving energy and helping operators to avoid sudden interstations shutdowns.
Q: What is the difference between tube-side and shell-side bundle cleaning?
View Answer
Tube-side (ID) cleaning cleans the inner surfaces of the tubes. Lance, nozzle, and brush tools are inserted through the tube openings into the tube sheet. Shell-side (OD) cleaning cleans the outer surfaces of the tubes and the gaps between them where the shell-side fluid passes. OD cleaning requires extracting the bundle from the shell and mounting it in a wash bay. A number of fixed tubesheet designs deny the opportunity to remove the bundle, and place limits on cleaning to the tube side.
Q: How often should tube bundles be cleaned?
View Answer
Cleaning intervals range from six months (desal plants) to 36 months (petrochem units). The most sensible approach is condition-based: clean when the Overall Heat Transfer Coefficient falls 15-25% below its original value, or when the pressure drop exceeds 15% of baseline.
Q: What pressure is used for high-pressure bundle cleaning?
View Answer
Operating pressures for high pressure water jetting vary from 500bar (7250PSI)for removal of softer deposits such as biological foul-ing or loosely adherent particulate, to a max of 3000bar (43500PSI)for “hard” deposits such as coke and corrosion products. The maximum safe cleaning pressure allowable for any particular tube is limited to 50% of its minimum burst pressure to ASME PCC-2. For standard 3/4″ OD 16 BWG Carbon Steel tubes it is possible to operate at up to 2500bar, again check against the tube’s actual remaining wall thickness.
Q: Can bundle cleaning prevent heat exchanger replacement?
View Answer
Yes – in many instances. A well serviced tube bundle will operate for 15-25 years before replacement is needed, if regular cleaning is carried out; an unserviced bundle will require major tube changes as frequent as 5-8 years service, as the rate of under deposit corrosion is greatly increased. Cleaning by removal of the prior deposit and fouling layer result in decreasing deposition trapping the corrosive flakes against the tube wall, thereby slowing the rate of the corrosion process, which in turn results in an extended operational life for the tube.
Cost of periodic cleaning over the life of a bundle is found to be in the range of 10-20% of re-tubing the bundle.
Q: What safety precautions are required during bundle cleaning?
View Answer
bundle cleaning presents many potentially fatal hazards requiring control measures. The use of high-pressure water jetting over 1000 bar has the potential to kill or seriously injure people through direct impact of the water jet. Requirements for all such work are: complete lockout/tagout of equipment before commencing work; a dead-man trigger on all HP lances which ceases flow immediately when the trigger is not depressed; personnel protective equipment including face shield, suit which is resistant to water pressure, steel-toe boots, ear protection; The area should be barricaded with 3 m exclusion zone around work area; continuous continual air quality monitoring if the exchanger has contained hydrocarbons or H2S.
Personnel should be certified and skilled in high pressure water jetting work using UK current standard practices.
May I require the appropriate equipment for your up coming bundle cleaning project?
BOSHIYA provides is a global supplier of industrial grade tube bundle extractors and cleaning systems to refineries and petrochemical plants along with power stations.
About This Analysis
The information used in this guideline is extracted from published data from TEMA, ASME and The 15 th International Heat Exchanger Fouling and Cleaning Conference (Lisbon, 2024). BOSHIYA has been producing tube bundle extraction and cleaning equipment since 1915, providing systems for refineries and chemical plants across Asia, the Middle East and Europe. The pressure ratings and cost references are derived from field feedback from commercial water jetting contractors in the 2023-2025 period.
References & Sources
- TEMA Standards — Tubular Exchanger Manufacturers Association
- ASME PCC-2: Repair of Pressure Equipment and Piping — American Society of Mechanical Engineers
- Heat Exchangers Energy Efficiency Compendium (2022) — Ipieca
- 15th Heat Exchanger Fouling & Cleaning Conference (2024) — Taylor & Francis
- CEP Magazine February 2025: Designing Heat Exchangers to Mitigate Fouling — AIChE
- Heat Exchanger Fouling Factor: Significance, Calculation & 2026 Standards — EPCLand
![ASME Pressure Vessel Fabrication Guide: Section VIII Requirements [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


