
BOSHIYAと連絡を取りましょう

バンドル洗浄: 方法、メンテナンス スケジュール、および業界のベスト プラクティス
内容
ショー
クイック スペック
| アプリケーション | シェルアンドチューブ熱交換器 |
| 圧力範囲 | 500 ~ 3,000 バール (7,250 ~ 43,500 PSI) |
| 一般的な方法 | 高圧ウォータージェッティング、化学洗浄、機械洗浄 |
| 典型的な周波数 | 6 ヶ月から10 年ごと(アプリケーション依存) |
| 主要な標準 | TEMA、ASME セクション VIII、ASME PCC-2 |
| 典型的なコスト | チューブあたり €0.50 ~ €15 (方法に応じて) |
汚れたチューブバンドルは、アラームやブザーライトで警告するわけではありません。光熱費の高騰、1 時間あたり数万ドルの費用がかかる計画外の停止の増加、期限切れや収益の損失につながるスループットの劇的な低下を通じて警告します。バンドル洗浄は、シェランドチューブの熱伝達効果を取り戻すための最も効果的なメンテナンス手順ですが、多くの製油所や化学工場では、効率が 1 ~ 2 パーセント以内に低下してから、洗浄が早すぎたり、開発時間と費用が無駄になったり、遅すぎたりする時間がまだあります。.
このガイドでは、製油所の原油予熱トレイン、石油化学反応器排水冷却器、または発電所の凝縮器のメンテナンスなど、バンドル洗浄を適切にスケジュールするために必要な特定の技術、圧力ウィンドウの選択、間隔トリガー、およびコストの詳細について説明します。.
産業用熱交換器のバンドル洗浄とは何ですか?
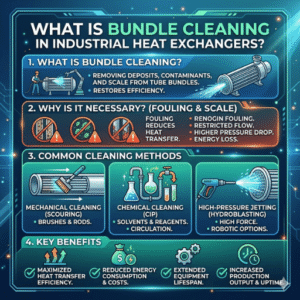
バンドル洗浄とは、シェルアンドチューブ熱交換器のチューブバンドルの内側 (チューブ側) と外側 (シェル側) から汚れ堆積物 (スケール、コークス、生物学的成長、錆、汚れ、汚れ) を除去し、修復することです。設計レベルの熱伝達性能。.
すべてのシェルアンドチューブ熱交換器にはチューブバンドルがあります。チューブシートが所定の位置に保持するチューブのグループと、バッフルで支えられたチューブです。汚れの堆積は、チューブ表面だけでなく、流体の汚れ特性の結果としてシェル表面でも発生します (Polasek、1972)。チューブ表面で発生するその後の汚れは、総称して汚れと呼ばれます。.
これは、高温流と低温流の間の熱伝達のアイソレータとして機能します。動作上、汚れの影響により、オペレータは流量、入口流の温度を上げるか、出力の低下を受け入れる必要があります。.
コストは膨大です。 を使用すると、 熱交換器向け Ipieca エネルギー効率大要録 (2022), 、1 つの100,000 bbl/day製油所は年間約$31.17 百万の汚れによる熱損失を見ることができます。 fouledバンドルは一般に、サービスおよび流体特性に応じて、サービス開始後12-18 ヶ月で熱効率の20-30%の減少を経験します。.
適切な方法で適切な間隔で実行される毎年のバンドル洗浄はオプションではありません ⁄ 熱交換器の資産管理には不可欠です。洗浄システムは、手動ロッディングから、バンドルをほぼオリジナルの熱性能に戻すことができる最新のコンピューター制御の高圧ウォーター ジェッターまで、過去 20 年間で大きな進歩を遂げました。.
テマ (管状交換器製造者協会) 規格では、束をいつどこで洗浄するかを決定する管の材質、壁の厚さ、バッフル配置などの機械設計上の考慮事項が指定されています。.
バンドル洗浄を必要とする一般的なタイプの汚れ
異なる種類の汚れが存在します 堆積物の種類ごとに特定の洗浄手順が提供され、それが実行されなければならない圧力だけでなく、関連するコスト これらは5 つの汚れタイプの産業用熱交換器です:
| 汚れのタイプ | 特徴 | クリーニング方法 | 圧力範囲 | 産業 |
|---|---|---|---|---|
| 微粒子 | 浮遊固体、シルト、粘土堆積物 | HP ウォータージェッティング | 500~1,500バール | 発電、水処理 |
| 生物学的な | 藻類、細菌、バイオフィルム | HP ウォーター ジェッティング + 殺生物剤フラッシュ | 500~1,000バール | 海洋、冷却塔 |
| スケーリング (CaCO3) | 溶解した塩からの鉱物の結晶化 | HP ウォータージェットまたはアシッドクリーニング | 1,500~2,000バール | 淡水化、ボイラー |
| 腐食 | 金属酸化物の堆積物、錆、劣化生成物 | HP ウォータージェッティング | 2,000~3,000バール | 石油化学、精製 |
| 化学反応 | 重合、コークス化、熱分解 | 機械+化学 | 2,000~3,000バール | 製油所、化学プラント |
💡 プロのヒント
各タイプの汚れには、いくつかの方法が好まれています。間違った堆積物に間違ったケースを使用すると、時間が無駄になり、チューブが無料で浸食される可能性があります。たとえば、生物学的汚れを浄化するために 2,500 bar の水圧を使用することは意味がありません (柔らかいです)。ただし、炭酸カルシウムを除去するには 500 bar のみを使用します。.
入口ラインへの適切なフィルター設置とテスト中の背圧ゼロの設置は、洗浄を試みる前の要件です。開放ループ冷却水プラントでは、生物学的汚れ、微粒子の蓄積の増加、緩く付着した堆積物が定期的に発生しますが、粗製予熱交換器は一般に高密度のアスファルテン堆積物と腐食生成物を開発することに注意してください。ほとんど 石油化学 メンテナンス シナリオには化学反応による汚れ (コークス化、重合) が含まれ、最も積極的な洗浄処理が必要になります。.
バンドル洗浄方法 ――ID と OD 技術の比較
バンドル洗浄方法は、どの表面を洗浄しているかに基づいて2 つのカテゴリーに分けられます。 ID洗浄 (チューブ側) は、プロセス流体が通過するチューブの内部に焦点を当てます; OD洗浄は、チューブ表面の外側とチューブ間のシェル側空間を対象としています。 ID洗浄とOD洗浄の組み合わせは、ターンアラウンドメンテナンスで一般的です。.
| 方法 | タイプ | 圧力範囲 | ベスト フォー | 制限事項 |
|---|---|---|---|---|
| 高圧穿刺 | ID を | 500~3,000バール | すべての内部預金 | 端からチューブにアクセスする必要があります |
| 回転ノズル噴射(アジテーション) | ID を | 1,000~2,500バール | ヘビースケール、コークス | ノズルのサイズはチューブIDと一致する必要があります |
| 外的な束の洗浄 | OD | 500~1,500バール | 殻側の粒子、生物学的 | チューブ列間のアクセスが制限されています |
| 化学循環 (CIP) | 両方 | N/A (化学薬品) | スケーリング、生物学的、軽い腐食 | 処分費用、材料の互換性 |
| 機械式ロッディング/ブラッシング | ID を | N/A (機械) | ソフトデポジット、定期メンテナンス | ハードスケールでは効果がありません |
嬴工注
で指定されている炭素鋼 (TEMA グループ A) チューブの最大安全洗浄圧力 ASME PCC-2 標準は、それらの最小破裂圧力の50%です。 2,500 barの最大で標準3/4 ″ OD × 16 BWGチューブの場合、UT評価後に見つかった残りのチューブ壁厚に指定されている最小壁厚に対して、残りのチューブ壁厚を検証します。 70%未満の残りの壁厚のチューブは、全圧で洗浄するのではなく、プラグを差し込む必要があります。.
ウォーター ジェッティングは、ウォーター ジェッティングのチューブごとの洗浄コスト US0.50-2 と、全体的な化学洗浄コスト US5-15、ウォーター ジェッティングが可能な場合に化学単独よりも 30-50% 改善が関連付けられています。 12 mm ID 未満の小口径チューブ内のタイトな CaCO3 スケールなどの特定の汚れの除去において、化学洗浄をウォーター ジェッティングに置き換えることはできません。.
のための設備投資 自動バンドル洗浄装置 ポンプ容量、自動化レベル、システムがフィールドサービス用にトレーラーに取り付けられているか、清掃工場で固定されているかに応じて、€50,000 から€200,000 の範囲です。.
ステップバイステップのバンドル洗浄プロセス

現場内外を問わず、バンドル洗浄の標準的な手順には多くの手順が含まれますが、どの手順もスキップすると、コストのかかるエラーが発生する可能性があります。.
- 隔離とロックアウト-洗浄前のステップ; 開いた入口バルブと出口バルブをロックすることで圧力を除去しながら減圧する; 残留流体を分離する; プラントの操作手順に従ってロックアウト/タグアウト (LOTO) 手順を使用してゼロエネルギー状態を検証する。隔離バルブ間に残留圧力が存在しないことを確認します。.
- バンドルの取り外し-油圧バンドル抽出器の主要なタイプのどれでも、5 から25+トン引張力からの容量を使用することができます 重量機器は、長さ26 フィートによって直径78 ″までのバンドルを位置決めして引き付けるために、より大きな位置が一致します ディーゼル駆動のバンドルプーラー 外部電源なしで十分な力を発生する機器。.
- 洗浄前の検査 - プラグまたは腐食マーカーを見つけるために、すべてのチューブの異常を写真で記録します。チューブごとに少なくとも 3 点でチューブの UT 壁測定値を記録します。ピンホールまたはひどく腐食したチューブに注目して、汚れの堆積物を特定します。.
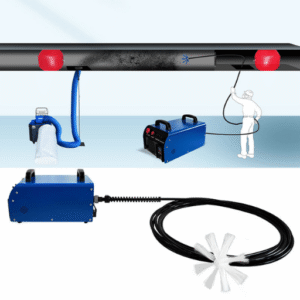
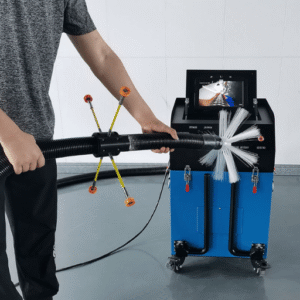
- チューブサイド (ID) クリーニング - チューブシート面から高圧 (1,000+ バー) ランスまたは回転ノズルを挿入します。バンドルを上から下まで体系的に連続列で作業し、チューブごとにクリーニングし、すでにクリーニングされた表面に破片が再付着するのを防ぎます。.
- シェル側 (OD) クリーニング = 洗浄ベイまたはクリーニングラックにバンドルを配置します。 500-1,500 barで外部噴射を使用し、チューブバンドルの一方の端からもう一方の端まで作業します。より多くの堆積物を蓄積することが知られているバッフルカット領域に焦点を当てます。.
- 洗浄後のチューブ検査&静水圧検査 = 壁の薄化が検出されたチューブ表面の目視検査とUT検査を実施します。 に従って静水圧検査を実施します ASMEセクションVIII部門1 (試験圧力 = 1.3 × 設計圧力)。漏れのあるチューブを検出し、プラグを差し込みます。.
- バンドルの再取り付け ーガイドレールまたはローラーサポートを使用して、バンドルをシェルボアと位置合わせします。スターパターンで校正されたトルクレンチを使用して、ガスケット表面にアンチシーズコンパウンドを適用し、新しいガスケットを取り付け、メーカー仕様に従ってトルクフランジボルトを取り付けます。.
涔️ 重要
バンドルメンテナンスにおける最も一般的な ーと高価な ーの間違いは、洗浄後の静水圧試験をスキップすることです。 洗浄後のチューブリークはピギングやハイドロテストなしでは検出できず、シェル側とチューブ側の流れが相互汚染され、製品の品質や安全上のリスクにつながる可能性があります。製油所の原油/製品交換機では、見つからなかった 1 つのチューブリークが製品タンク全体を汚染し、数千ドルの在庫が失われる可能性があります。.
事前清掃検査チェックリスト
- ✔ゼロエネルギー状態を確認します (LOTO 完了)
- ✔シャットダウン前の入口/出口の温度と圧力を記録します
- 管壁のUTを管1 本につき少なくとも3+の場所(初期の壁の厚さのベースライン)行います
- ✔洗浄する前に汚れパターンを撮影します
- 洗浄水供給の化粧水の量と圧力を指定します。.
- チューブの材質と最大許容洗浄圧力を確認します。.
バンドル清掃の頻度とメンテナンス計画

チューブバンドルはどのくらいの頻度で洗浄する必要がありますか? すべてのプラントに当てはまる単一の答えはありません。洗浄の頻度は、サービス、流体の特性、熱交換器の構成、および ー最も重要なことに ー 測定可能なパフォーマンス指標によって影響されます。.
| 産業 | 典型的なクリーニング間隔 | 条件ベースのトリガー |
|---|---|---|
| 石油精製(粗予熱) | 12~24ヶ月 | >15%圧力降下増加 |
| 石油化学 | 18~36ヶ月 | OHTCは設計から>20%を落とします |
| 発電 | 12~18ヶ月 | コンデンサー背圧上昇 >10% |
| 脱塩 | 6~12ヶ月 | 浸透流は>15%を落とします |
| HVAC/冷却塔 | 12~24ヶ月 | 温度上昇に>3° C近づきます |
💡 プロのヒント
測定可能な性能低下 (圧力降下、温度アプローチ、OHTC) を条件ベースの洗浄のトリガーとして使用すると、一定の間隔を規定するよりも信頼性の高い結果が一貫して得られます。条件ベースの洗浄に切り替える精製業者は、15-25% を体験して不必要なシャットダウンを減らし、可用性が向上し、メンテナンスコストが削減されます。.
TEMA Appendix Eメンテナンススケジュールの原則によれば、OHTCが設計レベルより15-25%低下したとき、またはエネルギー損失のコストがメンテナンスシャットダウンのコストを上回ったときにバンドルを清掃してください。このコストベースの意思決定モデルにより、時期尚早および過度に遅い清掃イベントの両方を確実に回避できます。.
粗製予熱列車交換器 石油精製所 現在の極端な汚れの課題. asphalteneベースの汚れは、非線形に時間の経過とともに加速する傾向があります = 最初の利用可能な熱力学的効率の最後の20%は、最初の20%を失うのにかかった動作時間のわずか3 分の1 で失われる可能性があります 追跡温度アプローチ 毎週およびトレンド OHTC月次は、緊急停止で束ねるのではなく、既存のターンアラウンドスケジュールにクリーニングイベントを含めるための1 年分のリードタイムをメンテナンス計画に提供します。.
あまりにも長く待つと早すぎるクリーニングの違いにドルの数字を置くために熱心? 私たちのにアクセス ターンアラウンドダウンタイムコスト計算機 そして、ファウル操作の継続によるエネルギーの流出と比較してください。機器の推奨事項については、調べてください バンドル洗浄ソリューション あなたの操作のためのサイズ.
現場バンドルクリーニングと現場バンドル外バンドルクリーニングの選択

現場清掃か現場外清掃かを選択することは、バンドル清掃作業における最初の重要な決定の 1 つです。両方に長所と短所があります。.
現場清掃
嬴 利点
- バンドルの抽出は必要ありません
- 動員コストの削減
- 所要時間が短縮されます (1 ~ 2 日 vs 3 ~ 5 日)
- 固定管板の設計のために適した
壬 制限
- チューブサイドアクセスのみに限定されます
- OD表面を検査できません
- 化学洗浄残留物は専門的な廃棄が必要です
- 殻側の重い汚れには効果がありません
現場外洗浄
嬴 利点
- IDとODサーフェスの両方へのフルアクセス
- 徹底した目視検査が可能
- 同じシャットダウン中にチューブを修理またはプラグすることができます
- 激しい汚れに最も効果的です
壬 制限
- 必要 バンドルエクストラクタ (容量5~25トン)
- より高い動員コスト
- 所要時間が長くなります (3 ~ 5 日)
- 固定チューブシート HX 設計では不可能です
TEMA タイプの指定により、オプションが決まります。フロートヘッド タイプ (AES、AET、AEP) では、現場外洗浄のためにバンドルを完全に取り外すことができます。 - フロートヘッド カバーとシェル カバーが剥がされ、バンドルがレール上でスライドしたり、抽出器で引き出されたりします。固定チューブシート タイプ (AEL、AEM、AEN) では、チューブが両方のチューブ シートに永久的に溶接されており、バンドルを取り外す機会はありません。現場でのみ、チューブ側の洗浄が可能です。.
汚れの重大度とターンアラウンド費用のバランスを取ることで、アプローチの間で決定します。チューブ側の軽度の粒子汚れは、現場でのウォータージェット作業により 1 日で除去できます。ID 表面と OD 表面の両方の重質炭素堆積物は、チューブ側のみを洗浄するとシェル側の堆積物がチェックされないままになるため、3-5 日間の現場外アプローチが必要です。.
抽出装置を所有していない場合は、から選択できます 機器レンタルオプション プロジェクトの要件を満たすため 恒久的な設置や頻繁なターンアラウンドサイクルの場合、 a 自走式バンドルエクストラクター クレーンの必要性をカットし、手動プル方法よりも高速に最大40%のクリーニングを実行できます。.
バンドルクリーニングに関するよくある質問
Q: バンドルのクリーニングはどのように機能しますか?
回答を見る
バンドル洗浄は、高圧ウォータージェット (500-3,000 bar) 、薬液、または機械器具を汚れたチューブ表面に焦点を合わせて堆積物を削り取ることによって行われます。チューブ側 (ID) 洗浄の場合、ランスまたは回転ノズルをチューブシート面を通して各チューブに押し込み、チューブの全長に沿って駆動します。シェル側 (OD) 洗浄の場合、バンドルをシェルから取り出し、外部ウォータージェットが外面とチューブ間の隙間を洗浄する洗浄ベイに配置します。この方法は、汚染物質の種類、堆積物の硬度、チューブの材質によって異なります。.
Q: 熱交換器の性能にとってバンドル洗浄が重要なのはなぜですか?
回答を見る
汚れ堆積物は、チューブ表面上の断熱層であり、熱流束を抑制します。汚れバンドルは、12-18 か月以内に熱効率の20-30%損失を蓄積します。これにより、プラントは、より高いエネルギー入力、交換器を通るより大きな質量流量、またはより低いスループットでより激しく作業する必要があります。定期的なバンドル洗浄により、熱交換器が設計値にさらに近づき、エネルギーが節約され、オペレーターが突然の駅間停止を回避できるようになります。.
Q: チューブ側とシェル側のバンドル洗浄の違いは何ですか?
回答を見る
チューブ側 (ID) クリーニングはチューブの内面を洗浄します ランス、ノズル、ブラシ ツールはチューブの開口部からチューブ シートに挿入されます シェル側 (OD) クリーニングはチューブの外面とシェル側の流体が通過するチューブ間の隙間を洗浄します OD クリーニングでは、シェルからバンドルを取り出してウォッシュ ベイに取り付ける必要があります。多くの固定チューブシートの設計では、バンドルを取り外す機会が奪われず、チューブ側への洗浄に制限が設けられています。.
Q: どのくらいの頻度でチューブバンドルを洗浄する必要がありますか?
回答を見る
洗浄間隔は6 ヶ月 (脱塩プラント) から36 ヶ月 (石油化学ユニット) の範囲です。 最も賢明なアプローチは条件ベースです: 全体の熱伝達係数が元の値より15-25%下がったとき、または圧力降下はベースラインの15%を超えたときにきれいにします。.
Q: 高圧バンドル洗浄にはどのような圧力が使用されますか?
回答を見る
高圧ウォータージェット用の動作圧力は、生物学的汚損または緩く付着した微粒子などのより柔らかい堆積物の除去のための500bar (7250PSI) から、コークスや腐食生成物などの「硬質」堆積物の最大3000bar (43500PSI) までさまざまです。特定のチューブに許容される最大安全洗浄圧力は、ASME PCC-2 への最小破裂圧力の50%に制限されます。標準の3/4 ″ OD 16 BWG炭素鋼チューブの場合、最大2500barで動作することが可能であり、チューブの実際の残りの壁厚に対して再度チェックします。.
Q: バンドル洗浄は熱交換器の取り替えを防ぐことができますか?
回答を見る
はい ー 多くの場合. well serviced tube bundle will operate for 15-25 years before replacement is needed, if regular cleaning is carried out; an unserviced bundle will require major tube changes as frequent as 5-8 years service, as the rate of under deposit corrosion is greatly increased.よく整備されたチューブバンドルは、交換が必要になる前に15-25 年間動作します。.
束の寿命にわたる定期的な洗浄のコストは、束を再チューブする10-20%の範囲にあることが判明しています。.
Q: バンドル洗浄中に必要な安全上の注意事項は何ですか?
回答を見る
バンドル洗浄は、制御措置を必要とする多くの潜在的に致命的な危険を提示します。 1000バーを超える高圧ウォータージェットの使用は、ウォータージェットの直接的な衝撃によって人々を死亡または重傷を負わせる可能性があります。そのようなすべての作業の要件は次のとおりです。作業を開始する前に機器を完全にロックアウト/タグアウトする;トリガーが押されていないとすぐに流れを停止するすべてのHPランスにデッドマントリガー;フェイスシールド、水圧に耐性のあるスーツ、スチールトゥブーツ、耳の保護具を含む人員保護具;作業エリアの周囲に3mの立ち入り禁止ゾーンを設置する;交換器に炭化水素またはH2Sが含まれている場合は、継続的な継続的な大気質モニタリング。.
職員は、英国の現在の標準的な慣行を使用して、高圧ウォータージェット作業の資格と熟練を備えている必要があります。.
今後のバンドル洗浄プロジェクトに適切な機器が必要ですか?
BOSHIYA は、工業グレードのチューブバンドル抽出器と洗浄システムを製油所や石油化学プラント、発電所に提供する世界的なサプライヤーです。.
この分析について
このガイドラインで使用される情報は、TEMA、ASME、および第 15 回国際熱交換器汚れおよび洗浄会議 (リスボン、2024 年) から公開されたデータから抽出されています。 BOSHIYA は 1915 年以来、管束抽出および洗浄装置を製造しており、アジア、中東、ヨーロッパの製油所および化学プラントにシステムを提供しています。圧力評価とコスト基準は、2023-2025 年度の商用ウォーター ジェッティング請負業者からの現場フィードバックから得られています。.
参考文献と情報源
- TEMA規格 ⁄ 管状交換器製造者協会
- ASME PCC-2: 圧力機器と配管の修理 ――米国機械学会
- 熱交換器のエネルギー効率大要 (2022) ――イピエカ
- 第15 回熱交換器ファウリング&クリーニングカンファレンス(2024 年) ――テイラーとフランシス
- CEP マガジン 2025 年 2 月: 汚れを軽減するための熱交換器の設計 ――aiche
- 熱交換器の汚れ係数: 重要性、計算、2026 年の基準 ―― EPCLand
![ASME 圧力容器製造ガイド: セクション VIII 要件 [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


