Póngase en contacto con BOSHIYA

Fusión por arco versus fusión por inducción: comparación técnica para aplicaciones de acero e investigación y desarrollo
Contenidos
mostrar
Ese número por sí solo representa la mayor parte de la vía de decisión entre el fusor de arco y el fusor de inducción. La siguiente guía analiza en detalle los principios operativos de cada sistema, una comparación técnica directa, la compatibilidad química de los fundidores de arco y los equipos de inducción, los costos de energía y operación, cómo la ampliación del volumen de laboratorio al comercial afecta el proceso de selección y un simple árbol de decisión gradual para encontrar el horno de fusión de arco o el sistema de inducción adecuado que se ajuste a sus necesidades.
Referencia rápida
- Fundidor de arco: electrodo de tungsteno no consumible Crisol frío de cobre enfriado por agua Arco hasta >3500 C Maneja metales refractarios y reactivos
- Fundidor de inducción: crisol refractario o de grafito de calentamiento electromagnético por corrientes parásitas Máximo ~ 1800 C (VIM) Adecuado para uso con acero, aleaciones de níquel y aleaciones estándar a granel
- Utilice fusión por arco si: punto de fusión del metal objetivo >2500 C, o la aleación es fuertemente reactiva (Ti, Zr, Ta, Nb)
- Utilice un fusor de inducción: tamaño de lote de 50 kg o más, y la aleación es menos reactiva químicamente, la homogeneidad metálica es una necesidad (agitación electromagnética)
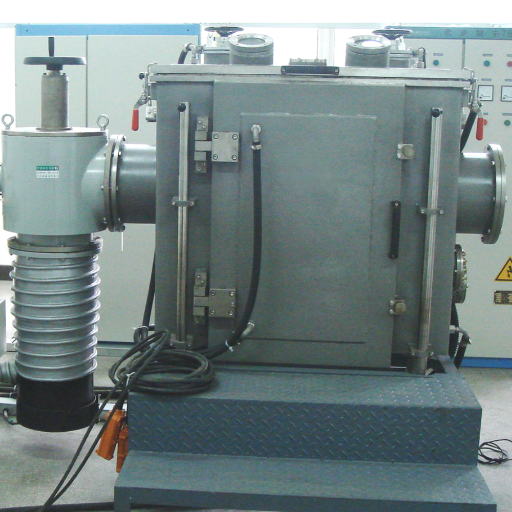
¿qué es un arco derretido?

Un fusor de arco, también llamado horno de fusión por arco, es un equipo que suministra el alto calor necesario para fundir y procesar con éxito casi cualquier metal reactivo o refractario en el laboratorio moderno. Los electrones golpean la parte superior de un electrodo de tungsteno no consumible entre un arco de cobre enfriado por agua cuando pasan a través de corriente eléctrica. Se forma un arco eléctrico en la punta, alcanzando temperaturas superiores a 3500 C. Es la única tecnología accesible en banco capaz de operar dentro de toda la gama de metales refractarios y reactivos.
El componente principal es la rueda de cobre enfriada por agua. Si bien el punto de fusión del cobre es de 1.085 C, la circulación constante de agua a través de canales perforados en las paredes frías del crisol elimina el calor mucho más rápido de lo que las lámparas de arco pueden suministrarlo al cobre. La carga de metal fundido permanece en contacto directo con la superficie del cobre; como reacción inmediata a la alta temperatura, se congela en una capa de metal sólido. Esto forma un cráneo metálico que aísla por completo la carga de la cubierta de cobre. Ningún material de crisol termina en la masa fundida. El resultado es una solidificación de pureza ultraalta y libre de contaminantes que es imposible de lograr mediante sistemas de inducción revestidos de refractarios.
La mayoría de los fundidores de arco de laboratorio también están encerrados en una cámara sellada. Después de vaciar la cámara a una temperatura nominal de 10^-10 mbar para metales reactivos, el argón se alimenta a través del sistema para que sirva como gas protector inerte. El electrodo de tungsteno se coloca sobre la carga mientras el operador golpea el arco, luego baja lenta y precisamente a través de la carga y la eleva para producir un lingote homogeneizado. Los modelos totalmente equipados pueden inclinar el crisol sobre su eje, permitiendo que el impacto se vierta directamente en un molde y reduciendo aún más la contaminación por oxígeno.
El mismo principio de arco se utiliza a escala industrial para hornos de refundición por arco al vacío (VAR). En VAR, el electrodo consumible, previamente fundido a partir de la superaleación o aleación de titanio a refinar, se refunde al vacío en un molde de cobre refrigerado por agua. Sorprendentemente, el proceso se aprovecha utilizándolo como etapa final en el refinado de titanio de grado aeroespacial, superaleaciones de níquel y aceros especiales; Proporciona solidificación dirigida a medida que el material se solidifica desde la parte inferior del lingote hacia la parte superior, eliminando la macrosegregación, junto con la eliminación de hidrógeno disuelto, nitrógeno y oligoelementos volátiles.
Productores de fusión de arco: ARCAST Inc., MSE Supplies, Amazemet (escala de laboratorio), Consarc y ALD-VT (VAR industrial), Boshiya (fusión de arco personalizada desde el piloto hasta la producción).
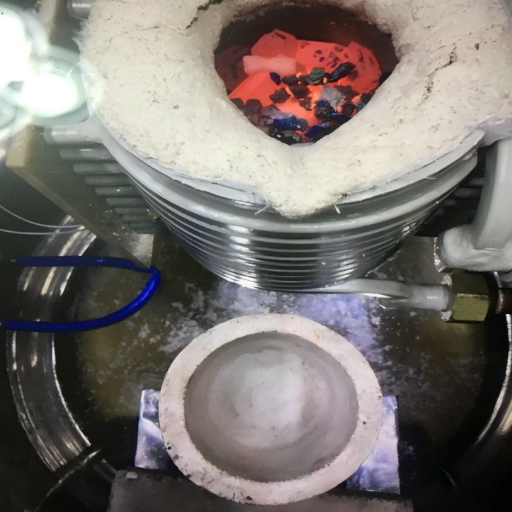
¿qué es un fusor de inducción?
El horno de fusión por inducción utiliza inducción magnética eléctrica para calentar el metal. La corriente se transporta a través del serpentín de cobre que se enfría con agua. La corriente que fluye a través del serpentín crea un campo magnético que cambia muy rápidamente.
Esto mantiene las corrientes inductoras para circular dentro de la carga y la calienta eléctricamente hasta que el calor así generado es suficiente para derretir la carga.
Tres características caracterizan la fusión por inducción y la diferencian de los tipos de arco:
- Agitación electromagnética natural: El mismo campo magnético que calienta el metal lo agita continuamente, en ausencia de cualquier medio mecánico, creando una masa fundida químicamente uniforme. Esta es una ventaja importante en la producción de acero aleado y superaleación de níquel donde es deseable la homogeneidad de la composición en todo el calor.
- Control exacto de la temperatura: la entrada de energía puede variar continuamente para cambiar la velocidad de calentamiento, razón por la cual los hornos de inducción se prefieren para aleaciones con rangos de procesamiento térmico estrechos, o donde el exceso puede quemar componentes de aleaciones volátiles.
- Techo de temperatura limitada por crisol: La carga fundida se encuentra en un crisol refractario, generalmente magnesia (MgO) o alúmina (Al2O3) en configuraciones estándar sin núcleo, que comienza a ablandarse y reaccionar con la masa fundida por encima de ~1700°C. Los sistemas de fusión por inducción al vacío (VIM) extienden este techo a aproximadamente 1.800°C mediante el uso de crisoles de grafito en un ambiente de baja presión, pero la limitación subyacente del material del crisol persiste.
El horno de inducción sin núcleo es el caballo de batalla de la industria de la fundición de acero y hierro. La fusión por inducción de aleaciones de acero, acero inoxidable, hierro dúctil y gris, aluminio y cobre se puede lograr dentro de un rango de producción que va desde menos de 100 kg de aleaciones especiales hasta varios cientos de toneladas en una acería integrada. La fusión por inducción al vacío (VIM) extiende la inducción dentro de los límites del crisol para fabricar superaleaciones de níquel fundidas que contienen titanio y sistemas de aleaciones reactivas.
Comparación técnica cara a cara

La siguiente tabla compara los procesos de fusión por arco y fusión por inducción con los criterios que más importan cuando se elige el horno. El término “fundidor de inducción” se utiliza para referirse tanto a la forma normal, sin núcleo, como a la fusión por inducción al vacío o VIM. El tipo, cuando es diferente, tiene representadas ambas cifras.
| Parámetro | Arco derretido | Fusión por inducción |
|---|---|---|
| Temperatura máxima del proceso | >3.000°C (arc >3.500°C) | ~1.700°C estándar; ~1.800°C VIM |
| Crisol / Hogar | Crisol frío de cobre refrigerado por agua « cero contaminación | Refractario (MgO, Al2O3) o grafito |
| Riesgo de contaminación | Muy bajo “el cráneo de cobre se congela en la zona de contacto | Bajo-medio (desgaste crucible; aumenta con el recuento de ciclos) |
| Control de la atmósfera | Aspirar o gas inerte (argón) « característica estándar | Aire libre (estándar); vacío sólo en configuración VIM |
| Tamaño del lote | 1 g-ñona 200 g (laboratorio); hasta 100+ t (VAR industrial) | 1 kg-500+ toneladas (industrial sin núcleo) |
| Materiales | Todos los metales, incluidos W, Re, Ta, Mo, HEA | Metales no reactivos por debajo de ~1800°C (Ti requiere VIM) |
| EM agitando | Ninguno (balanceo manual del hogar en unidades de laboratorio) | Sí « inherente; mejora la homogeneidad compositiva |
| Energía (industrial) | 350-600 kWh/t | 350-500 kWh/t (escala media-pequeña) |
| Aplicación primaria | I+D, aleaciones refractarias, síntesis de HEA, refinación de lingotes VAR | Acero, acero inoxidable, aleaciones de Ni, producción estándar de lotes grandes |
La diferencia más significativa no es sólo la temperatura: es lo que significa ese techo para la selección de materiales y la microestructura de la aleación posterior. Un estudio revisado por pares en Descubra materiales (2024) compararon la fusión por arco y la fusión por inducción al vacío para sintetizar una aleación con memoria de forma de alta entropía Ti-Zr-Hf. Ambos métodos produjeron lingotes químicamente correctos, pero la solidificación más rápida en el crisol de cobre enfriado por agua produjo una estructura de grano y un comportamiento de transformación diferentes en comparación con el enfriamiento VIM más lento. La elección del horno influye no sólo en la posible fusión, sino también en la microestructura resultante.
Especifique su horno de fusión con Boshiya
Síntesis realizada en fundidores de arco, sistemas de inducción y líneas EAF completas «cuidadosamente diseñadas según las especificaciones.
Compatibilidad de materiales y crisol de cobre enfriado por agua

EL UMBRAL DE 3.000°C « Regla nombrada
Con un punto de fusión cercano a los 3000 °C, ningún material refractario convencional resistirá las altas temperaturas. La alúmina, la magnesia o la circona se ablandarán, romperán o reaccionarán con la carga a estas temperaturas. La fusión por arco en un crisol de cobre enfriado por agua es actualmente la única solución funcional para esta clase de materiales.
Los metales refractarios en este umbral o por encima de él son tungsteno, renio, osmio y tantalio. El molibdeno y el niobio están en el límite de lo alcanzable en términos de tecnología de horno de inducción y crisol ñan sus puntos de fusión están más allá de la capacidad de los equipos de inducción estándar.
La clave de esta solución aparentemente paradójica es el flujo de agua fría a través de galerías de enfriamiento proyectadas en las paredes de cobre del hogar. Su capacidad de extracción de calor es astronómicamente mayor de lo que puede introducir un arco de fusión. En la interfaz entre la carga fundida y la capa sólida de cobre, todos los metales capaces de fundirse de esta manera producen una superficie homogénea en capas de helado -en el cráneo. Químicamente equivalente al material de carga que se funde, no puede entrar oxígeno, silicio o aluminio detrás del arco de la pared del hogar ni el revestimiento en la masa fundida. El producto final es tan químicamente puro como puede producir un horneado sin oxígeno.
El control de la atmósfera en los fundidores de arco añade una segunda capa de protección para los metales reactivos. El titanio, el circonio, el hafnio y sus aleaciones absorben oxígeno y nitrógeno de forma agresiva a temperaturas elevadas, degradando la ductilidad y la resistencia a la corrosión. El Instituto Henry Royce (una instalación de investigación nacional del Reino Unido en la Universidad de Sheffield) opera su horno de fusión por arco al vacío a 10-5 mbar para trabajos con titanio, circonio, aleaciones de cobalto y tungsteno para aplicaciones nucleares, con capacidad documentada para fundir materiales por encima de 3.000°C.
Para aleaciones de alta entropía (HEA), aleaciones de elementos múltiples que han atraído una intensa atención en la investigación de materiales como candidatas para aplicaciones estructurales, magnéticas y biomédicas, la elección entre fusión por arco y fusión por inducción al vacío es sutil. Un informe revisado por pares de 2024 en Discover Materials (Hinte et al.) confirmó que ambas técnicas pueden producir composiciones de alta entropía de Ti-Zr-Hf-Co-Ni químicamente precisas, pero con diferentes microestructuras de solidificación que reflejan el comportamiento de enfriamiento de cada tecnología. Los laboratorios que sintetizan composiciones de HEA por primera vez tienden a seleccionar fundidores de arco de laboratorio porque la plataforma por lotes a escala de gramos permite una detección rápida de composiciones con costos insignificantes de materia prima.
Para la calificación de materia prima de fabricación aditiva, el entorno limpio de gas inerte del fusor de arco y la posibilidad de volver a fundir el mismo botón dos o tres veces (simplemente voltearlo entre cada masa fundida para homogeneizar) lo convierten en la ruta de síntesis predeterminada para los lingotes de aleación maestra antes de la producción de polvo. atomización.
Costos Operativos y Eficiencia Energética

Se debe realizar una comparación de la eficiencia energética de la fusión por arco y la fusión por inducción teniendo en cuenta la escala, porque la relación entre eficiencia y tecnología cambia en órdenes de magnitud en el tamaño del lote.
A escala de fabricación de acero industrial, un horno de arco eléctrico moderno utiliza aproximadamente entre 350 y 600 kWh por tonelada de acero. Los hornos de inducción que cumplen funciones de fabricación de acero de tamaño similar muestran cifras de energía comparables para una calidad equivalente del material de entrada; en lotes más pequeños (menos de 10 toneladas), la fusión por inducción tiende a ser ligeramente más eficiente energéticamente debido a la transferencia directa de energía electromagnética a la carga. En calores grandes, la capacidad del EAF para utilizar chatarra de alta proporción de química variable anula en gran medida la comparación, ya que los costos de preprocesamiento y refinación se incorporan al costo total por tonelada de acero vendible.
La comparación práctica de costos en cada escala:
Arc Melter “ Principales factores de costo
- Desgaste de los electrodos de tungsteno (no consumibles pero las puntas se erosionan gradualmente)
- Costo operativo del sistema de gas argón o vacío
- Mantenimiento del circuito de refrigeración por agua
- Mayor costo de capital para cámaras selladas con clasificación al vacío
- Menores rendimientos por kW en comparación con la inducción a niveles de potencia iguales
Fusionador de inducción “ Principales factores de costo
- Reemplazo de crisol refractario por campaña (desgaste limitado)
- Tratamiento de agua de refrigeración en bobina
- Equipos de corrección del factor de potencia en instalaciones más antiguas o más grandes
- Menor costo operativo relacionado con los electrodos
- Mejor rendimiento por kW en lotes superiores a 1 tonelada
A pequeña escala (lotes de gramos a kilogramos), el costo de energía de una sola masa fundida es insignificante en ambas tecnologías. El costo operativo en un fusor de arco de laboratorio de investigación está controlado por el consumo de gas argón (alrededor de 1 a 2 litros por masa fundida a caudales típicos de laboratorio) y el reemplazo de la punta del electrodo según un cronograma medido en meses o años de uso frecuente.
Para la adquisición de plantas siderúrgicas, el factor de costo dominante al seleccionar equipos de inducción o EAF no es la tasa de energía ñu, sino la flexibilidad de la materia prima. La tecnología EAF puede tratar chatarra química variable y de alto volumen de escoria que no sería práctica para el revestimiento de un horno de inducción o entregar cargas inaceptables de elementos vaginales. La capacidad de agregar flujo de cal, usar inyección de oxígeno y eliminar fósforo y azufre a través de la química de escoria EAF la convierte en la opción industrial económicamente racional para la producción de acero al carbono y aleado a partir de chatarra mixta.
Consideraciones de escala: del laboratorio de I+D a la producción total

La tecnología de fusión por arco abarca doce órdenes de magnitud en tamaño de lote, desde muestras de prueba académicas de subgramos hasta cientos de toneladas de campañas de refundición industrial. La siguiente tabla asigna el nivel de escala al tipo de equipo y el factor crítico en la decisión en cada paso.
| Nivel de escala | Tamaño del lote | Equipo | Controlador de selección |
|---|---|---|---|
| Investigación / Control de calidad | 1 g-200 g | Fusión de arco de laboratorio | Pureza, capacidad de metales refractarios, flexibilidad en la investigación de materiales |
| Piloto | 200 g-once 50 kg | Derretidor de arco o VIM | El punto de fusión y la reactividad de la aleación determinan la elección |
| Especialidad Industrial | 50 kg-10 t | Inducción sin núcleo o VIM | Calidad de la aleación, rendimiento, coste energético |
| Eaf industrial | 10 t-400 t por calor | Horno de arco eléctrico | Flexibilidad de chatarra, refinación de escoria, volumen |
| Refinación de lingotes (VAR) | Cualquiera (solo refundición) | Horno de refundición por arco al vacío | Limpieza, solidificación direccional, calificación aeroespacial |
La refundición por arco al vacío (VAR) encaja en un nicho específico: no compite con el proceso de fusión primario; se utiliza para producir un refinamiento de lingotes de alta calidad realizado mediante fusión por inducción al vacío o fusión por aire. La solidificación direccional del proceso industrial en un molde de cobre enfriado por agua bajo vacío sostenido elimina varios gases disueltos (hidrógeno y nitrógeno) y elementos de presión de vapor, así como la macrosegregación que puede provocar fallas por fatiga de los componentes aeroespaciales giratorios. Las aleaciones de titanio de calidad aeronáutica, las superaleaciones de níquel de discos de turbina y los aceros de alta resistencia para defensa y energía nuclear deben someterse al menos a 1 var antes de poder ponerse en servicio.
Consarc Corporation suministra hornos de refundición por arco al vacío (VAR) desde 1963, ahora parte del Grupo Inductotherm. Consarc ofrece tamaños estándar y diseños totalmente diseñados a medida.
Marco de decisión: ¿Qué horno de fusión es adecuado para su aplicación?
Revise estos pasos en secuencia. Deténgase en el primer criterio que coincida con los requisitos de su proceso, esa es su recomendación principal.
Paso 1
¿El punto de fusión del metal objetivo está por encima de 2500°C?
SI → Se requiere fusión por arco. No sobrevive ningún crisol de inducción estándar por encima de ~1800°C. El tungsteno, el renio, el tantalio y el osmio sólo pueden procesarse en un fusor de arco con un crisol frío de cobre enfriado por agua.
Paso 2
¿el metal del grupo es altamente reactivo 'titanio, circonio, hafnio, tantalio o niobio?
SI → Fusión por arco al vacío o fusión por inducción al vacío (VIM). Los metales reactivos absorben oxígeno y nitrógeno por encima de ~600°C. Ambas tecnologías ofrecen entornos de vacío; la elección depende del punto de fusión (Paso 1) y del tamaño del lote.
Paso 3
¿es este un paso secundario de refundición para la limpieza de la fundición y la solidificación direccional?
SI → Refundición por arco al vacío (VAR). Elimina el hidrógeno y el nitrógeno disueltos, elimina la macrosegregación y proporciona el perfil de solidificación direccional necesario para la calificación aeroespacial y nuclear.
Paso 4
¿Tamaño de lote inferior a 5 kg para investigación de materiales, desarrollo de aleaciones o evaluación de control de calidad?
SI → Fusionador de arco de laboratorio. La capacidad a escala de gramos, la configuración rápida (menos de 30 minutos de carga a lingote), la ausencia de crisol consumible y la capacidad de volver a fundir el mismo botón varias veces para la homogeneización de aleaciones lo convierten en la herramienta estándar de I+D en universidades y laboratorios industriales.
Paso 5
¿es el lote de más de 50 kg, aleación no reactiva y homogeneidad composicional lograda mediante agitación EM el más importante?
SI → Horno de inducción sin núcleo. Mejor rendimiento por kW, agitación electromagnética natural para homogeneidad de la masa fundida y menor costo operativo en este rango de lotes.
Paso 6
¿Producción industrial de acero a partir de chatarra, calores de varias toneladas y se requiere control químico de la escoria?
SI → Horno de arco eléctrico (EAF). La capacidad del EAF para procesar chatarra de calidad variable, agregar flujo de cal, inyectar oxígeno y eliminar fósforo y azufre a través de escoria lo convierte en el estándar para la producción de acero aleado y al carbono a gran escala.
¿Tiene dificultades para elegir qué configuración es adecuada para su producción?
Deje que el equipo de ingeniería de Boshiya le ayude a especificar hornos de fusión por arco, sistemas de inducción y líneas EAF para productores de acero y aleaciones especiales de todo el mundo.
Perspectivas de la industria 2025-2027
Las trayectorias del mercado para equipos de fusión por arco y de fusión por inducción divergen, no en competencia entre sí, sino impulsadas por diferentes fuerzas industriales que se desarrollan en paralelo.
El motor de crecimiento de los hornos de arco eléctrico es la descarbonización. Como resultado de los acuerdos climáticos, los fabricantes de acero están reemplazando las rutas de altos hornos con uso intensivo de carbón por rutas de chatarra EAF. Se espera que el mercado mundial de equipos para hornos de arco eléctrico crezca a una tasa compuesta anual de aproximadamente 12,61 TP3T hasta 2034, hasta más de 2.400 millones de dólares.
Asia Pacífico actualmente controla más de 52% de la participación en los mercados de EAF a nivel mundial, que es aportada principalmente por fabricantes de acero con sede en China, India y las regiones del sudeste asiático con las adiciones de capacidad más rápidas. EAF también puede trabajar en chatarra de acero reciclado 100%, lo que lo sitúa en una buena posición para cumplir con la legislación de economía circular en toda la UE, América del Norte y Asia Oriental, que entrará en vigor en 2027.
En la fusión y refundición por arco al vacío, la demanda de materiales avanzados es el motor del crecimiento. La recuperación de la aviación comercial, el creciente gasto en defensa y los programas nucleares, incluida la construcción de pequeños reactores modulares (SMR), están aumentando en conjunto la demanda de aleaciones de titanio de calidad aeroespacial, componentes de turbinas de superaleación de níquel y aceros especiales. Todos estos requieren procesamiento VAR. Cada lingote de titanio aeroespacial se somete al menos a un ciclo VAR antes de calificar para aplicaciones críticas para el vuelo.
Las aleaciones de alta entropía son la siguiente frontera para la fusión por arco. A medida que las composiciones de HEA pasan de la síntesis de laboratorio a aplicaciones de materia prima de fabricación aditiva, materiales estructurales y funcionales, se prevé que los requisitos para equipos de fusión por arco especializados y a escala piloto se aceleren hasta 2027. La comparación de 2024 entre la fusión por inducción de arco y vacío para la producción de HEA es representativa de el organismo de investigación más amplio que investiga los vínculos proceso-estructura en todo el conjunto de fusión: un organismo que sustentará la futura industria de procesamiento de HEA.
Preguntas frecuentes

¿para qué se utiliza un fusor de arco?
La principal aplicación de un fusor de arco es la fusión de metales refractarios (principalmente tungsteno, tantalio, molibdeno, renio) y reactivos (generalmente titanio, circonio, hafnio) y aleaciones de alta entropía al vacío o gas inerte. Los fundidores de arco son herramientas de laboratorio comunes en el laboratorio de investigación, el desarrollo de aleaciones aeroespaciales y la producción piloto de material metálico especial. A escala industrial, el horno de refundición por arco al vacío (VAR) aplica el mismo principio de arco para producir titanio libre de contaminantes, superaleaciones de níquel y lingotes de acero especiales según la limpieza de la base de datos de calificación aeroespacial y nuclear.
¿puede un horno de inducción derretir tungsteno?
No. El tungsteno se funde a 3422 °C ñe demasiado alto para la fusión por inducción en cualquier sistema con un crisol refractario. Los crisoles de magnesia y alúmina rezumarán, se desplomarán y reaccionarán con la carga a temperaturas muy por debajo de 2000 °C.
Ni siquiera la fusión por inducción al vacío (VIM) con crisoles de grafito, que pueden alcanzar alrededor de 1800 °C, es lo suficientemente alta para el tungsteno. La fusión por arco dentro de un crisol frío de cobre al vacío o en una atmósfera inerte es el único proceso práctico para que el tungsteno, el renio y otros metales crucen la barrera de los 3000 °C.
¿a qué temperatura alcanza un fusor de arco?
El arco eléctrico en sí supera los 3.500°C en la punta del electrodo de tungsteno. La temperatura del proceso que alcanza la carga metálica depende de la potencia del arco y del espacio entre electrodos, pero los fundidores de arco de laboratorio trabajan habitualmente con materiales superiores a 3.000°C. El Instituto Henry Royce, una instalación de investigación nacional del Reino Unido en la Universidad de Sheffield, documenta su capacidad de horno de fusión por arco como “metales y aleaciones fundidos a más de 3.000°C”, funcionando al vacío a 10-5 mbar para la investigación de materiales nucleares y aeroespaciales.
¿cuál es la diferencia entre un fusor de arco y un horno de arco eléctrico (EAF)?
A pesar de las similitudes, son productos totalmente diferentes para diferentes mercados. Un equipo de fusión por arco de laboratorio es un equipo de investigación/laboratorio/arsenales que utiliza un electrodo de tungsteno no consumible y un crisol de cobre enfriado por agua para fundir cantidades de gramos a kilogramos de aleaciones de alta pureza, ya sea en vacío o en atmósfera de gas inerte. Un horno de arco eléctrico (EAF) es un recipiente abierto grande (20-400 toneladas) revestido de refractario que utiliza electrodos de grafito grandes y consumibles para fundir chatarra en operaciones de fabricación de acero de hogar abierto. El EAF no utiliza un crisol de cobre, no requiere un ambiente de vacío y no es adecuado para procesar metales refractarios o reactivos.
¿cuándo debo elegir la fusión por inducción al vacío (VIM) en lugar de la fusión por arco?
VIM es una mejor opción cuando el sistema de aleación se funde por debajo de aproximadamente 1800 °C, el tamaño del lote excede aproximadamente 5 kg, la agitación electromagnética tendrá un efecto beneficioso sobre la uniformidad de la aleación y las aleaciones de alta pureza que contienen superaleaciones de níquel, aleaciones de cobalto, aceros de alta longitud. o aleaciones de titanio, se requieren. La fusión por arco es una ruta más rentable cuando las aleaciones involucradas requieren un procesamiento superior a 2500 C, contienen elementos reactivos que atacan el grafito o los materiales cerámicos del crisol, o requieren un revestimiento base con niveles de pureza ultraaltos que ningún revestimiento cerámico puede proporcionar.
¿cuánto cuesta un fusionador de arco?
Los fundidores de arco de laboratorio para investigación comienzan desde alrededor de 10.000-30.000 USD para sistemas básicos de un solo electrodo. Las unidades de laboratorio más avanzadas con fundición basculante, capacidad de vacío de hasta 10,5 mbar y control de arco programable suelen oscilar entre 40.000-100.000 USD. Los hornos industriales de refundición por arco al vacío (VAR), diseñados a medida para volúmenes de producción y cualificación aeroespacial, son inversiones de capital multimillonarias, cuyo coste total de instalación depende del número de electrodos, el volumen de la cámara, el grado del sistema de vacío, el nivel de automatización y si la unidad es un diseño estándar o completamente diseñado a partir de especificaciones. Solicite una cotización específica del proyecto con su sistema de aleación, tamaño del lote, requisito de vacío y rendimiento anual.
Ingeniería de Plantas de Procesamiento de Acero y Metales Desde 1990
Boshiya suministra sistemas de fusión por arco, pequeños sistemas de fusión por inducción, líneas de hornos de arco eléctrico e instalaciones completas de fabricación de acero, desde el diseño del proceso hasta la puesta en servicio.
Tendencia ahora