
Póngase en contacto con BOSHIYA

Fundición continua en la fabricación de acero: cómo funcionan el proceso, el equipo y la selección de ruedas
Contenidos
mostrar
La fundición continua es el proceso que transforma el acero fundido directamente en palanquillas, flores y losas sólidas en un solo hilo ininterrumpido, reemplazando la ruta de los lingotes que dominaba la fabricación de acero antes de la década de 1950. Actualmente representa más de 90 % del acero bruto mundial, es decir, más de 500 millones de toneladas al año, según lo cuantificado por la Universidad de Illinois Consorcio de Casting Continuo « y define la interfaz entre el metal líquido y cada proceso de laminación, forjado y mecanizado posterior en un moderno equipos de plantas siderúrgicas línea.
Esta guía está dirigida a ingenieros de plantas, personal de adquisiciones de EPC y operadores que están considerando una nueva fundición o modernización; analiza el proceso de siete etapas, los componentes principales, las formas del producto fundido, las implicaciones contra la fundición de lingotes, los materiales que se pueden fundir y una matriz de selección de ruedas relacionada con la capacidad de la planta. Una breve sección de perspectivas futuras analiza la dirección de la tecnología a medida que el acero avanza hacia la descarbonización.
Especificaciones rápidas
| Tipo de proceso | Fundición de hebras (solidificación continua, estado estacionario) |
| Velocidad de fundición (acero) | 1-8 m/min (billet hasta 4 m/min, losa alrededor de 1,4 m/min) |
| Velocidad de fundición (aluminio CC) | 0,03-0,1 m/min |
| Formularios de salida | Billete (200×200 mm) · Losa (180-250 × 500-2200 mm) · Redonda (140-500 mm) · Tira (2-5 mm) |
| Carcasa de molde en la salida | 6-20 mm |
| Longitud metalúrgica | 10-40 m (fundidor curvo de acero) |
| Adopción Global | >90 % de acero bruto · ~500 Mt/año (acero) + 20 Mt (Al) + 1 Mt (Cu) |
| Estándares de referencia | Especificaciones de grado ASTM A788, EN 10084, AISI/SAE |
¿qué es el casting continuo?
La fundición continua, también conocida como fundición de hebras, es un proceso de estado estacionario mediante el cual el metal fundido se solidifica contra un molde enfriado por agua mientras que la hebra parcialmente solidificada se retira del fondo del molde a una velocidad equivalente. El metal líquido entra por arriba mientras emerge una sección sólida por abajo, y el recorrido continúa hasta que se interrumpe la entrada de acero, normalmente una secuencia de artesa por artesa que puede durar desde una hora hasta varias semanas.
La fundición continua reemplazó la ruta más antigua mediante la cual el acero fundido se incrustaba en lingoteras individuales, se arrancaba, se recalentaba en fosos de remojo y se descomponía mediante un laminador primario. Sir Henry Bessemer patentó el trabajo de fundición entre dos rodillos contrarrotativos en 1857, pero la principal innovación para hacerlo comercialmente activo en la industria del acero fue la invención de Junghans en 1934 de la oscilación vertical del molde con el principio de “tira negativa”, que evita que la carcasa solidificada se pegue a las paredes del molde. Las acerías adoptaron ampliamente la tecnología durante la década de 1960, y la fundición continua superó la ruta convencional de los lingotes en tonelaje a mediados de la década de 1980.
Hoy en día, la colada continua es la ruta predeterminada en casi todos los molinos integrados modernos y minimolinos de hornos de arco eléctrico. El aluminio y el cobre también se funden continuamente, aunque el formato de aluminio dominante es una máquina semicontinua de enfriamiento directo (CC) como hilo continuo.
Cómo funciona la fundición continua: del cucharón al hilo de corte

Una rueda de acero moderna funciona como una tubería de fluido. El metal líquido entra en la parte superior de la máquina en una cuchara repleta, sale como un hilo enfriado en la parte inferior y se corta en longitudes manejables, mientras que un laminador aguas abajo programa su propio tiro alrededor de la tasa de extracción de la rueda.
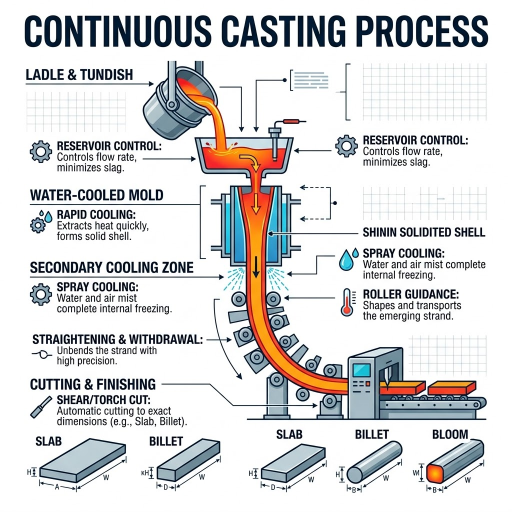
El flujo de fundición de acero pasa por seis etapas físicas:
- Cucharón y torreta “un cucharón repleto se asienta sobre una torreta giratoria de dos posiciones directamente encima del lanzador. Un cucharón alimenta el lanzamiento mientras el siguiente se prepara ”fuera de lanzamiento”, se activa cuando el primero está vacío. Este traspaso es lo que da nombre a la fundición continua: el hilo nunca se detiene mientras los cucharones cambian.
- El material fundido fluye a través de una cubierta refractaria hacia el depósito de artesa, revestido con tablas de artesa desechables que se pueden reemplazar fácilmente. Este amortiguador iguala las sobretensiones de flujo en cada molde y permite que las inclusiones de óxido floten en la capa de escoria para obtener un metal más limpio.
- Boquilla de entrada sumergida (SEN) y molde “el metal sale de la artesa a través de otra cubierta refractaria y entra en un molde de cobre refrigerado por agua de 0,5 a 2 metros de profundidad. El molde de cobre oscila verticalmente “o ligeramente fuera de la vertical en una trayectoria curva « para evitar que la carcasa se pegue a las paredes; una fina capa de polvo de molde se funde al entrar en contacto con el menisco de acero, lubricando el espacio y atrapando las inclusiones restantes.
- Enfriamiento primario y formación de carcasa dentro del molde, se forma rápidamente una carcasa de 6 a 20 mm contra la pared de cobre mientras el interior de la pieza fundida permanece líquido. El cordón sale del fondo del molde hacia una cámara de pulverización.
- Los rociadores de agua de refrigeración secundaria y los rodillos enfriados por agua extraen el calor superficial a medida que el hilo pasa a través de la cámara de pulverización. Los rollos deben estar alineados con precisión, ya que también resisten la presión ferrostática del núcleo aún fundido.
- En una máquina de fundición de delantal curvo, los rodillos de enderezamiento doblan el hilo parcialmente sólido hasta un eje horizontal. Una vez que la pieza fundida ha alcanzado su longitud metalúrgica (de 10 a 40 m para el acero), el hilo se corta en losas, flores o palanquillas mediante cizallas mecánicas o sopletes de oxiacetileno.
📐 Nota de ingeniería
Una rueda de acero moderna funciona de 1 a 8 m/min, con máquinas de palanquilla en el extremo superior (normalmente alrededor de 4 m/min) y máquinas de losa convencionales alrededor de 1,4 m/min. La velocidad de fundición se rige por la longitud permitida del núcleo líquido: si el cordón sale del molde antes de que se forme una carcasa suficiente, la presión ferrostática provoca una ruptura. La velocidad de extracción, el flujo de agua del molde y el enfriamiento de la cámara de pulverización están coordinados por un controlador lógico programable que utiliza sensores de nivel electromagnético en la artesa y el molde, además de sensores térmicos a lo largo del recorrido del cordón.
¿qué es el proceso paso a paso de fundición continua?
Una secuencia de seis pasos captura la respuesta práctica más corta: roscar acero fundido en un cucharón, transferirlo a una artesa encima de la rueda, alimentar a través de una boquilla de entrada sumergida a un molde de cobre enfriado por agua, permitir la solidificación primaria de la carcasa mientras el molde oscila, retire el cordón a través de rociadores de enfriamiento secundarios y rollos de soporte, luego enderece y corte a medida. Cada traspaso está amortiguado por el depósito anterior para que el cordón en sí nunca deje de moverse mientras está en estado estacionario. Los ingenieros del Consorcio de Fundición Continua de la Universidad de Illinois describen la condición de estado estacionario como aquella en la que la interfaz sólido-líquido mantiene una posición constante en el marco de referencia del molde, que es lo que distingue los procesos de colada continua de cualquier otro método de colada.
Máquina de fundición continua: componentes clave
Cada estación de una máquina de colada continua desempeña una función técnica distinta y una envolvente de vida útil distinta. Las auditorías de plantas y la planificación de cambios suelen restar importancia a esta lista.
| Componente | Función | Vida útil del material/servicio |
|---|---|---|
| Cucharón y torreta | Búfer entre EAF/BOF y lanzador; admite el traspaso | Forro refractario; precalentado antes de cada molde |
| Tundish | Depósito, regulador de flujo, separador de inclusión | Forro de trabajo desechable (tableros de artesa) reemplazado por secuencia de calor |
| Boquilla de entrada sumergida (SEN) | Proporciona metal debajo de la capa de escoria para evitar la reoxidación | Cerámica refractaria; reemplazable por secuencia; La alineación es una de las principales causas de ruptura |
| Molde de cobre | Extracción primaria de calor; forma la cáscara sólida | Placas de cobre chapadas en Cr: calores 100-150 informados por la industria; Nichapado: ~300 calores |
| Oscilador de molde | La oscilación vertical evita que la carcasa se atasque (intervalo de “tira negativa”) | Accionamiento hidráulico o mecánico; Inspección periódica de rodamientos y carrera |
| Alimento en polvo para moho | Lubrica el espacio entre hebras y moldes; absorbe inclusiones de alúmina | Flujo sintético específico para el grado del acero; consumible por fundición |
| Spray refrescante secundario | La niebla de agua elimina el calor por debajo de la salida del molde | Las boquillas asignan zona por zona a curvas de enfriamiento específicas de grado |
| Rollos de soporte y retiro | Resiste la presión ferrostática; tire de la hebra a la velocidad de lanzamiento | Estrechamente espaciado; La alineación controla los abultamientos y las grietas internas |
| Enderezadores y cortadores de antorchas | Doblar la hebra hasta que quede horizontal; cortar a medida | Rollos de enderezador hidráulico; soplete de oxiacetileno o plasma |
La placa de cobre del molde es el componente de mayor desgaste en una rueda de acero. El seguimiento de la industria por parte de los proveedores de mantenimiento de ruedas muestra que la vida útil de la campaña depende principalmente del recubrimiento: las placas cromadas normalmente funcionan con calores de 100 a 150 antes del reacondicionamiento, mientras que las placas niqueladas pueden alcanzar aproximadamente 300 calores. El costo de reemplazo y la pérdida de tonelaje durante un cambio de molde son la razón por la que la selección del recubrimiento y el ajuste de la oscilación tienen un peso de capital en los presupuestos operativos de la planta. Las ruedas modernas también utilizan dinámica de fluidos computacional en la artesa y el molde para predecir turbulencias, atrapamiento de escoria y perfiles de espesor de la carcasa antes de que una calidad de acero se comprometa en una campaña. Estos sistemas de control integrados y procesos de fundición son ahora estándar en plantas europeas y asiáticas de nivel 1.
Para planificar un paquete completo de equipamiento, incluida la adaptación de la rueda a la capacidad EAF o BOF ascendente, el consumo de refractarios y la logística del vertedero, puede hacerlo configure el equipo de su planta siderúrgica con nuestro selector de línea siderúrgica.
Tipos de productos fundidos: palanquilla, floración, losa, redondo y en tiras
La rueda se dimensiona alrededor de la sección que funde y la sección está dictada por el laminador aguas abajo. Cinco familias dominan las plantas siderúrgicas y metálicas en todo el mundo.
| Forma fundida | Sección cruzada típica | Longitud | Uso posterior |
|---|---|---|---|
| Billete | <200 mm cuadrados (normalmente 130-200 mm) | hasta 12m | Productos largos: barras de refuerzo, alambrón, rieles, ángulos, barras |
| Florecer | >200×200 mm, hasta 400×600 mm | 4-10 m | Secciones pesadas, barras grandes, material de forja |
| Losa (convencional) | 100-1600 mm de ancho × 180-250 mm de espesor | hasta 12m | Bobina laminada en caliente, placa, chapa de automóvil |
| Losa (delgada/ancha/gruesa) | Delgado 40-110 mm · Ancho hasta 3250×150 mm · Grosor hasta 2200×450 mm | hasta 12m | tira caliente de línea CSP; Placa de laminación de placas pesadas |
| Redondo | 140 o 500 mm de diámetro | cortar a pedido | Material de tubos y tuberías, laminado de anillos, grandes piezas forjadas |
| Haz blanco | 1048×450 mm o 438×381 mm (perfil de viga en I) | cortar a pedido | Laminación directa a vigas estructurales I y H |
| Strip (elenco directo) | 2-5 mm × 760-1330 mm | bobina | Bobina laminada en caliente con forma cercana a la red que evita el recalentamiento |
Por lo tanto, elegir la sección de fundición es elegir la inversión rodante. Las ruedas de palanquilla se adaptan a minimolinos de productos largos, las ruedas de losa se adaptan a molinos de placas y tiras en caliente, y las ruedas de vigas en blanco se adaptan a molinos de secciones estructurales que de otro modo dependerían de cadenas pesadas para laminar flores.
Fundición continua versus fundición de lingotes: por qué la industria cambió

Antes de la década de 1960, el acero se hundía en lingoteras estacionarias, se desmoldaba después de la solidificación, se empapaba en pozos de recalentamiento y se descomponía en un laminador primario antes de llegar a los trenes de acabado. La fundición continua elimina en un solo movimiento los pasos de desmoldeo, pozo de remojo y ruptura primaria, y esa es la razón estructural por la que la industria cambió.
✔ Ventajas de la fundición continua
- Mayor rendimiento de metales: las estimaciones de la industria indican 95-96 % para la colada continua frente a 84-88 % para la colada de lingotes, aproximadamente 7-12 % menos de metal perdido como chatarra.
- Menor energía por tonelada: la Oficina de Evaluación de Tecnología de EE. UU. estimó ahorros de aproximadamente 2 MMBtu/tonelada solo gracias a las ganancias de rendimiento, antes de contar los ciclos de recalentamiento eliminados.
- Calidad en estado estacionario: la solidificación homogénea proporciona una microestructura más uniforme que los lingotes discontinuos.
- Rendimiento: una sola máquina de múltiples hilos puede reemplazar una batería de lingoteras más la cadena rodante de avería.
- Listo para la automatización: el nivel, la oscilación y el enfriamiento controlados por PLC permiten una calidad constante en campañas largas.
⚠ Limitati
- Alto costo de capital: la rueda y el upstream/downstream asociado cuestan cientos de millones de dólares en el molino integrado.
- Flexibilidad de sección: es poco probable que una rueda de palanquilla cambie a losa y, Vice-Versa, es poco probable que una rueda de acero cambie a aluminio.
- Riesgo de rotura: una rotura de carcasa debajo del molde puede costar entre 1.400.000 y varios millones de dólares por incidente, dependiendo del daño.
- Desgaste de herramientas: el molde oscilante y los rodillos enfriados por agua requieren un mantenimiento continuo.
- Requisito de suministro constante: el EAF/BOF ascendente debe ofrecer una ventana de temperatura constante o los cambios se vuelven frecuentes.
¿la fundición continua produce mejor acero y más?
En ambos aspectos, sí -ñega pero con salvedades. En cuanto a la producción, la solidificación homogénea de la colada continua reduce las pendientes descendentes, debido a los rechazos de los cultivos de cabeza y cola de moldeo por asociación, mediante más acero vendible producido por unidad de masa. En cuanto a la calidad, el enfriamiento en estado estacionario produce inicialmente una microestructura fundida más uniforme que el enfriamiento variable de lingotes estacionarios, y el proceso de SEN y polvo de molde elimina las inclusiones de manera más confiable que el abstemio de lingotes abiertos. Ambas ganancias dependen de un estricto control del proceso: una rueda mal ajustada con frecuentes brotes, atrapamiento de flujo de molde o fluctuaciones de nivel puede producir acero que no es mejor que una tienda de lingotes bien administrada. Las fuentes de la industria comúnmente informan que la prima de calidad real se vuelve visible solo cuando la rueda funciona en la ventana de temperatura de diseño con un flujo de artesa sintonizado con dinámica de fluido computacional.
Materiales fundidos continuamente: acero, aluminio, cobre y más
Aunque el acero domina por tonelaje, el principio de colada continua se extiende a todos los metales básicos. La CCC de la Universidad de Illinois cuantifica el panorama mundial en aproximadamente 500 millones de toneladas de acero, 20 millones de toneladas de aluminio y un millón de toneladas de cobre, níquel y otros metales fundidos continuamente cada año.
| Material | Variante de rueda | Velocidad de fundición típica | Salida típica |
|---|---|---|---|
| Acero | Delantal curvo (el más común); vertical para aleaciones especiales; CSP de losa delgada; Castrip de doble rollo | 1-8 m/min | Billete, floración, losa, viga en blanco, tira |
| Aluminio | Enfriamiento directo (DC) o electromagnético (EM) « semicontinuo; cinturón doble para tira | 0,03-0,1 m/min (DC); hasta 14 m/min (tira de doble cinturón) | Lingote redondo 50-500 mm de diámetro; tira 10-35 mm × ≤2035 mm |
| Cobre y aleaciones de cobre | Cinturón doble o vertical/horizontal; Upcasting para material de alambre de alta pureza | hasta 14 m/min (cinturón doble) | Barra 35-75 mm × 50-150 mm; placa de ánodo; varilla para trefilado |
| Latón/bronce | Colada continua horizontal | Más bajo que el acero “dependiente de la aleación | Bar, tub, profil |
| Níquel/superaleaciones | Refundición por electroescoria (ESR); refundición por arco al vacío (VAR) | Lento, parecido a un lote | Secciones redondas de hasta 1,5 m de diámetro para el sector aeroespacial |
El principio común que conecta estas variantes es una interfaz sólido-líquido que avanza en una posición constante; la variación está en la geometría del molde, la velocidad de extracción y cualquier control de la atmósfera. La fundición de aluminio CC funde una longitud metalúrgica mucho menor (0,1-1,0 m) que el acero porque la temperatura de fundición más baja junto con la mayor conductividad térmica permiten que el cordón se enfríe más rápidamente.
Selección de ruedas: configuración, hilos y capacidad de la planta

Para una planta nueva, o un lavado de cara de un sitio existente, la decisión de elegir la rueda es triple: familia de secciones (billet/flor/losa y redonda), cantidad de hebras y geometría de la máquina (horizontal, inclinada o vertical). El número de hebra y el tipo de sección definen la capacidad, la geometría de la máquina, la altura del edificio, el cabox y el tipo de acero alcanzable. Una tabla de capacidad de configuración a continuación mapea la opción más comúnmente adquirida en cada escala.
📐 Matriz de Selección de Ruedas por Capacidad de Planta Siderúrgica
| Capacidad de la planta (Mt/año) | Lanzador recomendado | Hilos × Sección | Radio típico |
|---|---|---|---|
| < 0,5 Mt | Rueda de palanquilla curva de una sola hebra | 1× palanquilla 100-150 mm m2 | R6 m |
| 0,5-1,5 Mt | Lanzador curvo de palanquilla/floración de 4 hebras | 4× palanquilla 130-200 mm m2 | R6-R8 m |
| 1,5-14 Mt | Tramo curvo de 6 hilos O losa monocatenaria | 6× tocho 130-200 mm cuadrados · o 1× losa 1200-2200 mm de ancho | R8-R10 m |
| > 4 Mt | Losa de doble hebra (o losa + línea dual de floración) | Losa 1-2× 1800-2500 mm de ancho | R9-R11 m |
La columna de la tabla marcada con radio es más importante de lo que parece: un radio mayor proporciona una sección de mayor espesor sin causar una tensión dañina y no flexionada en el cordón de formación, pero también aumenta la altura del edificio, las cantidades de material refractario y la grúa. Hasta cierto punto, la mayoría de las plantas de palanquilla y floración se asientan entre R6 y R10 m. Las máquinas verticales se comportan sin flexión simple para la categoría de grado que no es manejable ni siquiera en un diseño curvo, por ejemplo, acero inoxidable pesado, algunas rondas de superaleación o la mayoría del acero apto para herramientas.
Una vez elegidas la sección y los hilos, el laminado aguas abajo, el consumo de refractarios y el ciclo de cuchara EAF o BOF aguas arriba deben equilibrar la tasa de retiro del lanzador. Para poner números de inversión preliminares en torno a una configuración, puede hacerlo estimar planta siderúrgica capex con nuestra herramienta de modelado de costos, o nuestro paquete completo de planta siderúrgica documenta el alcance integrado de la fábrica de laminación EAF-LF-caster-caster.
¿cuál es la diferencia entre fundición centrífuga y continua?
La fundición centrífuga y continua son dos familias distintas. En la fundición continua, el cordón tiene una sección transversal sólida y una longitud indefinida “se produce retirando un cordón solidificante de un molde abierto. En la fundición centrífuga, el cordón es hueco y de longitud finita « y se produce vertiendo metal fundido en un molde cilíndrico que gira horizontalmente, donde la fuerza centrífuga empuja la masa fundida contra las paredes del molde para formar una fundición hueca cilíndrica. La centrífuga es la ruta para tubos de fundición individuales, cilindros de gran diámetro y segmentos de anillo. La fundición continua no puede producir secciones transversales huecas de diámetro arbitrario en una sola operación, y la fundición centrífuga no puede producir palanquillas, flores o losas rectangulares extendidas. Estos dos son procesos complementarios, no competitivos.
Industrias y producción global: hacia dónde va el acero de fundición continua
La producción mundial de acero bruto alcanzó aproximadamente 1.830 millones de toneladas en 2024, según informes alineados con el acero mundial, una ligera disminución interanual. Con más de 90 % de ese volumen fundido continuamente, la tecnología sustenta casi todas las industrias de productos metálicos posteriores. Los productos largos (rebarras, alambrón, secciones) suministran construcción, infraestructura civil y expansión de la red energética que ahora impulsan el crecimiento de la demanda en Asia y Medio Oriente. Los productos planos (bobinas laminadas en caliente, placas) suministran a las industrias automotriz, de tuberías, de construcción naval y de electrodomésticos. Las rondas especiales y los palanquillas de superaleación fundidas o refundidas continuamente suministran turbinas aeroespaciales y aplicaciones de procesos químicos. En ese sentido, la fundición continua actúa como la última interfaz neutral entre la fabricación de acero y la demanda mundial de metales posteriores. Para la entrega a escala de proyecto sobre la integración de EAF-caster, nuestro Servicios EPC para plantas siderúrgicas la página cubre nuestro alcance llave en mano.
Perspectivas de la industria: forma casi neta, fundición a rayas y acero verde
El proceso maduro de colada continua está evolucionando a lo largo de tres vectores que importarán a los nuevos acuerdos de equipos autorizados para 2026-30.
- La tecnología Castrip de doble rodillo con forma de casi red, implementada por Nucor en los Estados Unidos, funde láminas de 2 mm directamente a partir de acero fundido y evita gran parte de la cadena de recalentamiento y desbaste convencional. La línea Endless Strip Production (ESP) de Arvedi en Cremona, Italia, que funciona desde 2009 con una capacidad superior a 2 millones de toneladas al año, produce bobinas laminadas en caliente a partir de acero líquido en aproximadamente ocho minutos y reporta alrededor de 45 % de ahorro de energía frente a los CSP convencionales. Ambos son comerciales hoy en día, pero siguen siendo una proporción de un solo dígito de la producción mundial de hot-strip. La revisión del proyecto de acero verde LeadIT de 2025 encontró que el cuello de botella no es la tecnología de fundición en sí; es el ciclo de inversión más amplio, la incertidumbre regulatoria y la dificultad de integrar nuevas ruedas en las huellas heredadas de las fábricas de hot-strip.
- Integración de hidrógeno-DRI: el hierro de reducción directa producido con hidrógeno en lugar de gas natural puede alimentar un horno de arco eléctrico cuyo acero líquido se funde sobre una rueda curva convencional, lo que significa que la rueda no necesita cambiar, sino la mezcla de metal caliente aguas arriba y la química del acero. La planta de Duisburg de Thyssenkrupp, suministrada por el grupo SMS y Midrex, es la principal referencia europea para una planta DRI preparada para hidrógeno que alimenta hornos de baño abierto delante de una rueda de losa existente.
- Control de procesos digital-twin « La dinámica de fluidos computacional está pasando de la oficina de diseño al control de nivel de molde vivo y a la optimización del flujo de artesa, con sistemas de predicción de ruptura ya comerciales en múltiples ruedas europeas y chinas.
Si está planeando una nueva planta siderúrgica o modernizando una línea existente para su puesta en servicio en 2026-2030, la implicación es conservadora: la rueda curva que adquiere hoy probablemente sobrevivirá al menos a un cambio de materia prima aguas arriba (DRI reemplaza la chatarra o el metal caliente BF), por lo que La opcionalidad a nivel de metalurgia de cuchara y refractario de artesa importa más que apostar por una variante específica de fundición a rayas. Nuestro servicio técnico para modernización de ruedas el equipo admite actualizaciones refractarias, pruebas de flujo de moho y ajuste de oscilaciones durante estas transiciones.
Preguntas frecuentes

P: ¿Cuál es la diferencia entre enfriamiento directo y colada continua?
Ver respuesta
La fundición en frío directo (CC) es la variante dominante del aluminio. Un molde refrigerado por agua, similar a la versión de acero, soporta un cordón sobre una placa hidráulica que desciende hasta un foso de fundición, por lo que el molde finalmente se detiene cuando la placa llega al suelo. La verdadera fundición continua (la forma de acero) funciona indefinidamente mientras el cordón se retira mediante rodillos debajo del molde. Por lo tanto, la CC es semicontinua: lo suficientemente larga como para entregar un lingote limpio pero limitada por la profundidad del pozo.
P: ¿Cuándo se inventó la colada continua?
Ver respuesta
Sir Henry Bessemer patentó el principio de fundir metal entre dos rodillos contrarrotativos en 1857. La patente de oscilación del molde de Junghans de 1934 con el concepto de “tira negativa” lo hizo comercialmente viable para el acero, y las acerías adoptaron ampliamente la forma de delantal curvo durante la década de 1960.
P: ¿Cuánto cuesta una máquina de colada continua?
Ver respuesta
El gasto de capital de la máquina de fundición continua varía demasiado para una sola cifra útil: una rueda de palanquilla R6 m de una sola hebra para una mini fresa pequeña está en un orden de magnitud diferente a una rueda de losa de dos hebras en una máquina integrada de cuatro millones de toneladas. El presupuesto útil no comienza con la línea de ruedas, sino con la cadena completa de fabricación y laminación de acero «EAF o BOF, metalurgia de cuchara, ruedas y laminador a juego « porque una rueda adquirida en la familia de secciones equivocadas obliga a un costoso retrabajo posterior. Solicite una cotización por proyecto que mantenga el gasto de la rueda contra el ciclo de la cuchara, el consumo de refractarios y el rendimiento del molino de laminación en lugar de una cifra genérica por tonelada.
P: ¿Qué metales se pueden fundir continuamente además del acero?
Ver respuesta
Aluminio (el mayor usuario de no ferrosos, principalmente mediante fundición semicontinua electromagnética o en frío directo), cobre y aleaciones de cobre (varilla, barra, placa anódica mediante doble correa o fundición continua horizontal), latón, bronce, plomo, zinc. y superaleaciones a base de níquel (normalmente mediante refundición por electroescoria o refundición por arco al vacío). El acero todavía domina por tonelaje a aproximadamente 500 Mt/año frente a 20 Mt de aluminio y 1 Mt para todo lo demás.
P: ¿Es la colada continua más barata que la colada en arena?
Ver respuesta
Por tonelada de sección 2D de longitud indefinida a gran volumen, sí, claramente. Para piezas 3D complejas únicas, la fundición en arena gana porque la fundición continua no puede producirlas en absoluto.
Planifique su lanzador « Hable con nuestro equipo de ingeniería
Los ingenieros de Boshiya integraron líneas de equipos de fabricación de acero y plantas metálicas, incluidas ruedas continuas, metalurgia de cucharas, hornos de arco eléctrico y paquetes de laminadores sobre una base EPC. Si está analizando una nueva planta, modernizando una rueda existente o evaluando un cambio de mezcla de secciones para una línea de laminación aguas abajo, obtenga especificaciones y plazos de entrega vinculados a su rendimiento y nivel objetivo.
Hable con un ingeniero de Boshiya sobre su proyecto de ruedas →
Acerca de este análisis
Este documento reúne todas las especificaciones de equipos publicadas, cifras de procesos académicos y publicaciones de capacitación de asociaciones industriales para colada continua. Los valores de vida útil para placas de cobre moldeadas y los umbrales de costo de incidentes de ruptura se derivan de informes de la industria de terceros y requerirán ajustes según su grado de acero específico, velocidad de fundición y elección de flujo de molde. No hemos hecho referencia a cifras de plantas propias de propiedad en este artículo; Solicite un análisis de configuración por caja específico para su calidad de acero y familia de secciones.
Referencias y fuentes
- Introducción al Casting Continuo « Consorcio de Fundición Continua (CCC) de la Universidad de Illinois
- El acero mundial en cifras 2025 « Asociación Mundial del Acero
- Casting Continuo « Un Seminario de Formación Práctica « Asociación de Tecnología del Hierro y el Acero (AIST)
- La línea Arvedi ESP inicia una producción de tiras sin fin «Asociación de Tecnología del Hierro y el Acero
- Beneficios de un mayor uso de la fundición continua por parte de la industria siderúrgica de EE. UU «Oficina de Evaluación de Tecnología de EE. UU
- Casting « Tecnología y medidas de eficiencia industrial « Instituto para la Productividad Industrial / EPA de EE.UU
- 2025: un año de revisión del acero verde « LeadIT (Transición Industrial)
- Caminos hacia el acero verde « Tecnologías Midrex
Artículos relacionados
- Plantas de acero y metal « Descripción general de equipos y EPC « alcance completo de la planta, incluidas ruedas continuas
- Selector de configuración de plantas siderúrgicas « combine EAF, cuchara, rueda y laminador a su capacidad
- Estimador de costos de plantas siderúrgicas « modelado preliminar de capex para plantas siderúrgicas integradas
- Alquiler de equipos para cortes de ruedas « reposición refractaria y soporte de recuperación
- Equipos de infraestructura «soporte de sistemas industriales para plantas siderúrgicas
![Guía de fabricación de recipientes a presión ASME: Requisitos de la Sección VIII [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


