
BOSHIYAと連絡を取りましょう

内容
ショー
自動チューブ洗浄と手動チューブ洗浄 ⁄ 産業用熱交換器の側面比較
クイック スペック {マニュアルと自動化された概要
| パラメータ | マニュアル | 自動化 |
|---|---|---|
| クリーニングの速度 | 3 ~ 8 チューブ/時間 (ハンドランス) | 15 ~ 40 チューブ/時間 (フレックス ランス システム) |
| 作動圧力 | 150~500バール(オペレーター保持) | 最大 2,800 bar (機械ガイド付き) |
| 代表的なクルー | 2 ~ 4 人の技術者 + スポッター | 1 オペレーター+制御システム |
| チューブ間の一貫性 | ±25~30%の分散 | ±3~5%の分散 |
| 機器の設置面積 | 最小限(ハンドツール+ポンプユニット) | スキッドマウントまたはトレーラーユニット |
| バンドルごとのターンアラウンドインパクト | 8~24時間 | 2~8時間 |
出典: フィールド データより 石油精製所のターンアラウンド 操作; ASME PCC-2 推奨事項に従った圧力定格。.
すべてのターンアラウンド プランナーは、-バンドル シェルから汚れのあるチューブを取り外さなければならないとき - 手作業でチューブを掃除するか、自動化を導入するか? チューブ数、汚れの状態、ターンアラウンド ウィンドウ、予算はすべてクリーンアップ セットアップの要素です。ここでの間違いにより、手直しや計画外のダウンタイムにより余分な費用がかかります。.
このクイック比較は、すぐに自動化された詩を示します手動チューブクリーニング 6 つの重要な属性に沿って 保全エンジニアが集中して凝縮器、熱交換器とシェルアンドチューブコンポーネントをスコープに重要な時間を節約するために経験に基づくハード番号; TEMA閾値ガイダンスと診断は、個々のインスタンスごとに適切な呼び出しを行うのに役立ちます。.
工業用植物における手動チューブ洗浄の仕組み
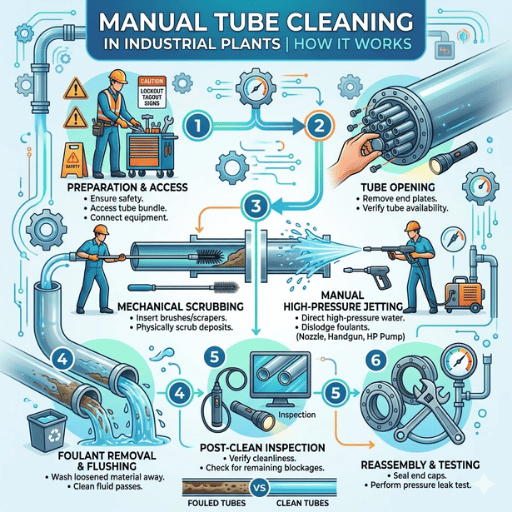
手動洗浄は、汚れたチューブへの由緒ある従来の機械化学薬品を使用しないソリューションです; ただし、これは労働集約的で体に負担がかかります。技術者はハンドランスを挿入します - 通常、半硬質または柔軟なスチールチューブ - ジェットノズルを備えたチューブの端に挿入し、2人目の乗組員がポンプを稼働させ、スポッターがプロセスのブラインド側に詰まりがないことを保証します。.
手動洗浄は、この標準的な洗浄プロセスに従います:
- すべてのチューブを低圧水 (50-100 bar) で事前にフラッシュします
- チューブ ID に合わせてハンドランスと回転ノズルを取り付けます。.
- オペレーターガイドランスと同じ速度を船舶で探しながら、約 0.3 ~ 0.5 メートル/秒でランスを前進させます
- 引き戻し、再度行く 2-3x 深刻なスケーリング/土壌のためのチューブごとのため
- 問題のある堆積物や汚れた堆積物のために、再穿刺またはブラシロッドを使用する前に、頑固な場合はアルカリクリーナーまたは酸で化学浸漬を適用してください
手動洗浄は、生物学的汚れや軽いカルシウムの蓄積を伴う小規模なバンドル(チューブの長さ 3 メートル未満)では正常に機能しますが、2-3 時間の折り返し窓で 10 本以上のチューブで分解し始めます。 400 以上のチューブバンドルで激しい汚れが発生すると、1 時間あたり 3-8 本のチューブを洗浄すると時間が消費されるため、作業員が交代で作業する必要があります。.
手動ランスハッセルは単に物理的に要求が厳しいものではありません ――それはプロセス内の変動とエラーの主な原因です 一部のオペレータは迅速に供給し、他のオペレータは時間と世話をします クリーニング結果は標準的に同じ露光時間で同じチューブシート間で25-30%を変動させる 頑丈 ディーゼル駆動のバンドルエクストラクター バンドルを素早く描くことができますが、ボトルネックは常に掃除したままです。.
けいエンジニアリングノート ――薄肉チューブの圧力制限
2 mm 未満のチューブの壁の厚さ (デュプレックスやチタン コンデンサーなど) は、ASME PCC-2.5 のアドバイスに従って 1,000 bar を超えてはなりません。これが、100-600 bar での手動洗浄が、自動化によって提供される潜在的な効率にもかかわらず、薄型または腐食した高作業値のチューブのデフォルトの安全マインドセットであり続ける理由の 1 つです。圧力を設定する前に必ずチューブ WT を測定してください。; 残りの壁の強度を知ってください。.
知識: よくある初心者の間違いは、19.05 mm ノズルで 25.4 mm のチューブ延長部に衝突し、汚れ表面の高圧力を 40-60% 減少させ、何時間もの追加の手直しにつながることです。作業を開始する前に、スプレー ノズルの設定に対してチューブ ID を常にチェックしてください。.
自動チューブ洗浄システムの仕組み

自動チューブ洗浄技術は、PLC制御のランスドライブに人間の手を置き換えます。 online ATCS (スポンジボールまたはブラシでユニットがオンラインになっている間に実行される自動チューブ洗浄システム) と、シャットダウン中の高圧ウォータージェットプロセスを自動化するオフラインフレックスランスシステムの2種類があります。.
折り返し規模の作業の場合は、 フレックスランスバンドル洗浄システム より関連性の高い発明であるようです 自動化されたシステムは次のように動作します:
マルチランスヘッド ー 一度に1~5 個のランスを運ぶ ー サーボ駆動の位置決めフレームに座る 技術者はフレームをチューブシート面の中心に配置し、チューブパターンとピッチを制御システムに入力し、システムが残りを実行する 各ランスは、はるかに一定の送り速度で伸び、後退し、その後、その後のチューブ位置に割り出し、繰り返します これが自動化技術の中核となる強みです。 すべてのチューブは、同じ滞留時間、同じ圧力、同じパス数を取得します。.
自動化されたシステム洗浄効率を定量化できます。 1 チューブあたり 20-30 秒で並列動作する 5 つのランスは、1 時間あたり 15-40 チューブの流量を生成します。 1 時間あたり 15-40 チューブの流量を生成します。手動作業に比べて 3-5 倍の改善を表します。圧力と流量の制御の同時ライブデータ収集により、各チューブがログに記録され、ISO 45001 文書に必要なデジタル洗浄記録が作成されます。.
それを超えて、それは技術者を高圧ジェットから安全な距離に追いやる 技術者は、コントロールパネルを越えて、チューブシートの面から都合よく離れたままである (通常は3-5 m離れている) この技術的進歩により、会話は「何人の技術者が必要ですか?」から「シフトごとに何個のバンドルでチューブを掃除できますか?」に変わりました。.
クリーニングの一貫性とスケール除去の有効性
そのプロセスの結果は、圧力と堆積タイプとの結合に依存します。 ファウリングの異なる構成には異なるニーズがあるため、ここでは、4 つの堆積タイプにわたる熱交換器チューブ洗浄の現場検証済みデータを紹介します:
| 汚れのタイプ | 必要な圧力 (バー) | 手動による有効性 | 自動化された有効性 |
|---|---|---|---|
| 生物学的汚れ/バイオフィルム | 500~1,000バール | 85 ~ 95% の取り外し(手動圧力範囲内) | 95 ~ 99% の取り外し(管ごとの一貫したクリーニング) |
| 炭酸カルシウム | 1,500~2,000バール | 40 ~ 60% の取り外し(手動圧力天井の上) | 定格圧力での90 ~ 98%除去 |
| 酸化鉄スケール | 2,000~3,000バール | 20 ~ 35% の取り外し(化学洗浄の前処理が必要) | 2,500+ bar で 85 ~ 95% 除去 |
| シリカ鉱床 | 2,500~3,000バール | 10 ~ 20% の取り外し(化学浸ること + 手動穿刺) | 最大圧力で80 ~ 92%除去 |
現場で検証された圧力範囲 ASME/ベヒト洗浄方法の比較.
テスト結果は明らかにシリカや酸化鉄のような粘り強い堆積物のために、手動洗浄の圧力限界は決してそれらが管壁から完全に取除くことができないことを意味します。 十分な圧力を生成できないオペレーター、限界は機械によって導かれるランスの安定性2,000-2,800 bar iau圧力技術者はランスを保持するべきではないです。.
一貫性の面では、, 自動化された屈曲ランス システムは、手動作業のための25-30%分散と比較して、チューブ間の3-5%分散を生成します。 、に従って、この洗浄効果の変動は熱伝達に影響を与えます TEMA 耐汚れ性データ; チューブ壁の後部は、1 mm あたりの熱伝達の約 10% の減少をサポートします。汚れ堆積物を完全に除去し、一握りではなく各チューブの 80-90% 圧力降下性能に戻すと、スクリーニング結果が大幅に改善されます。.
けいエンジニアリングノート ¤ TEMA 汚れしきい値
TEMA 規格第 10 版によると、介入が必要な重大な汚染の汚れ耐性は 0.0004 hrmC/kcal です。熱交換器の温度ログで、いくつかの連続する洗浄手順にわたってこの程度の汚れ耐性の増加が明らかになった場合、使用されている方法は目的に適さない可能性があります。 - 単に実用的ではないだけではありません。すべての洗浄手順は、利用可能な場合は TEMA 基準値に対して検証される必要があります。.
莠 自動化 ―― 一貫性 利点
- ±3 ~ 5% チューブ間分散
- チューブごとのデジタルログ (圧力、流量、滞留時間)
- シフトや乗組員を超えて繰り返すことができます
- ハードスケールの場合は 2,800 bar に達します
莠マニュアル ―― 一貫性の制限
- ±25 ~ 30% オペレーター間の分散
- デジタル記録なし(目視検査のみ)
- オペレーターの疲労によりパフォーマンスが低下します
- 圧力上限 ~500 bar (手持ち制限)
洗剤または酸洗浄剤による化学洗浄が適合する場合: 適用はスケールを緩めるための前処理として最適です (特に混合堆積物の汚れの場合) その後の機械的フラッシュで、化学洗浄のみを備えた高耐久性交換体に必要なチューブボアの清浄度の高レベルに到達することはほとんどありません-乾燥残留物を物理的に除去する必要があります。.
安全性、労働、コンプライアンスに関する考慮事項

高圧ウォーター ジェッティングは、産業メンテナンスで使用されている最も危険な洗浄用途である可能性が非常に高いです。 1,000+ bar の圧力での水は、革手袋、スチール キャップ ブーツなどをまっすぐに切断することができます。注射に関連した高圧ウォーター ジェットの損傷は、多くの場合致命的であることが判明しています ――場合によっては四肢の切断が続きます - 参照 OHS オンラインウォータージェット 安全性 調査.
涔️ 重要 ―― 安全データ
ごとに NIEHS 技術 安全 データシート, 、高圧ウォーター ジェッティングは産業クリーニング操作の間に重大な個人的な傷害の最も一般的な原因の1 つにランクします。 完全統合された自動ウォーター ジェッティング制御および装置はすべてコンピュータ化されて-最も安全な作業環境を作り出すために現れます、ゼロに人間機械相互作用を減らします。.
過去 10 年間の産業安全衛生ニュース: 技術安全データシートによると、700 bar 以上の圧力でのランス装置の手動取り扱いは、作業現場の損傷と強く相関しています。ランスの手動取り扱い - バルブやポンプ制御などのライブ機器への配置 - は、高圧ゾーンの安全「ホットスポット」の一例です - 他の例には、高圧地下水面やランス角度制御ゾーンが含まれます。自動化されたランス取り扱いにより、オペレーターが高圧ゾーンに接触する必要がなくなります。.
手動チューブ洗浄プロジェクトでは、多くの場合、シフトごとに 3-4 人の作業員が必要です。 - ランス オペレーター 1 人、ランス電気技師/ウォーター ポンプ コントローラー 1 人以上、安全監視員 1 人、チューブ排出エンド スポッター - シフトごとに、一部の作業では 2-3 チューブごとに安全担当者が設置されます。 - 自動システム - ランス、ポンプ、排出 - は、その労働力の数をチューブあたり 1-2 人の作業員に減らすことができます。 - 手動で高圧機器を取り扱う危険にさらされる作業員の数は 50-67 パーセント減少します。.
ヒューマンエラーのリスクは、多くの場合、同様に重くのしかかります。 疲労関連傷害の発生率は、6 時間の反復的な手動処理作業後に劇的に増加します。 200 本のチューブを穿刺した人は、通常、最後の 50 本を急いでいます。 自動化されたシステム ――どちらも実行しません ―― オペレーターの疲労を軽減し、遅延させ、プログラムされていない安全エラーは発生しません。.
けい コンプライアンス チェックリスト ――高圧チューブ洗浄
- コンプライアンスの文書化は、自動化が保存するもう1 つの要因です。 log-keepeng (ログキーペン) ーデジタルカメラのいずれかのチューブ、テープタグ、音声録音、またはデジタルカメラで、正確な圧力、流量定格、ランスの位置とパス数のインプリントでチューブを後洗浄に記録できた、人間が間違えないこと さまざまなチューブ洗浄ステップの手動操作には、目視検査と時間のかかるチェックボックスレポートが含まれます。 currentPavutiz Gokapibt Plant Operations Manual 認定を受けている人のために: インストールされているデジタルクリアリングログを使用すると、自動洗浄はチューブの14 の専門基準の中で最も時間のかかるもののいくつかを満たします バンドルエクストラクターの安全性 レポート.
- OSHA 29 CFR 1910.146 該当する場合は許可します
- 紬 チューブシート面の周りの最小3 mの排除ゾーン
- 圧力が 700 bar を超えると、すべてのランス機器でデッドマン トリガーが発生します
- 退院時のカツラシステム/スポッター
- 手動操作により、チューブの材質と壁の厚さによって可能になる事前に定められた時間制限が制限されます
コストの比較 ――手動と自動チューブ洗浄

各チューブのボア後の清浄度記録: (automated-log; manualcheckbox レポート)
| コスト要因 | マニュアル | 自動化 |
|---|---|---|
| 設備資本コスト | €5,000 ~ €15,000 (ポンプ + ハンドランス) | €50,000 ~ €200,000 (フレックス ランス システム) |
| サイクルあたりのコスト (化学洗浄と) | 化学的方法より30 ~ 50%少ない | 化学的方法より30 ~ 50%少ない |
| シフトあたりの労働時間 (4 人の乗組員 x 12 時間) | $3,200~$4,800/シフト | $1,200 ~ $1,800/シフト (オペレーター 1 ~ 2 人) |
| バンドルあたりの時間 (500 チューブ交換器) | 12~24時間 | 3~8 時間(50~75%の削減) |
| 損益分岐点 | 少量で常に費用対効果が高い | 500 本の管/年の上のROIの正 |
| 典型的なROIタイムライン | N/A | 12~18ヶ月 |
| 年間節約額(中規模製油所) | ベースライン | $50,000 ~$200,000 vs 手動ベースライン |
| エネルギー消費 | ベースライン | ~30%削減(実行時間の短縮) |
| メンテナンス費用(設備) | ベースライン | ~25%低減(ノズル/ランス摩耗が少ない) |
コンデンサーチューブの洗浄コストの問題は、もはや「どちらがより費用対効果が高いか」という問題ではなく、「どのタイムスケールで自動化がより費用対効果が高いか」という問題です。チューブの在庫のサイズ、継続的な汚れの重症度と性質、および予定外のダウンタイムの相対的なコストはすべて重要な役割を果たします。チューブ数が多く、頻繁に汚れがあり、チューブの在庫が大きいプラントは、自動化による最大の節約効果を見ています。最大のコスト削減は、所要時間の短縮 ⁄ 洗浄範囲を 12 時間短縮することで、生産時間の回復に直接つながります。.
機器レンタル $50,000+の資本支出に耐性のある植物に洗浄方法を実装する手頃な手段を提供します。5 このオプションは、年間 2-4 回の洗浄サイクルの場合にも魅力的です。.
水とエネルギーの枯渇は、持続可能性と環境の観点から別の重要な要素です 自動化では、ランスが必要な滞留時間 (定義上) を正確に費やすため、各チューブに必要な水が30%少なくなり、それ以上ではなく、ポンプの稼働に消費されるエネルギーも減り、水処理を必要とする水の量も減ります。.
を使います ターンアラウンドダウンタイムコスト計算機 チューブとターンの数ごとに実際の節約をシミュレートします。.
どのチューブクリーニング方法を選択する必要がありますか?
正しい洗浄方法の決定には、4 つの測定された要因が含まれます。以下は、数百のシェルおよびチューブ熱交換器の洗浄作業で成功した方法に基づいた決定木です:
主要な要素 ――自動化された決定しきい値と手動による決定しきい値
- 年間チューブ数 >500: 自動洗浄 ROI は 12-18 か月でプラスになります。チューブ数が多いほど、回収が早くなります。.
- チューブ数が 100 未満: 自動洗浄は費用対効果が高くありません。自動化における資本コストは、この量でのスループットの増加を上回りません。.
- >4 クリーニングサイクル/年 + TEMA 耐汚れ性 >0.0004: この場合の自動化に関する良い議論。激しい汚れは定期的に発生するため、手動技術を使用して定期的にクリーニングを実装することは現実的ではありません。.
- 異常なチューブの形状 (U ベンド、フィン付きチューブ、異常なチューブの提示): 手動介入が必要になる場合があります。自動ランスヘッドは直線チューブで効果的ですが、曲げ半径 50 mm 未満の狭い半径の U ベンドを操作すると摩擦抵抗が発生します。.
- スコープ上の >300 チューブを使用したターンアラウンド ウィンドウ <48 時間: 自動化は、シャットダウンを損なうことなく掃除する唯一の合理的な方法です。.
ほとんどのプラントは、最終的にはハイブリッド洗浄システムを採用することになります。 - 大部分のストレートチューブ交換機 (すべての洗浄のうち 70-80%) に自動フレックスランス、複雑なチューブパターンまたは非常に困難なアクセスを備えた特殊バンドルに関するマニュアル。. 電動バンドルプーラー フレックス ランス システムを使用すると、洗浄から再取り付けまでの時間が最速でバンドルアウトできます。.
あなたのクリーニングが、あるべきように、固定スケジュールではなくチューブの状態情報によって駆動されると仮定すると、チューブのクリーニングアプローチ自体が汚れパターンに適合する必要があります。冷却水凝縮器内の軽いバイオフィルムは、粗製予熱交換器に酸化鉄スケール 3 mm を配置するという別の課題です。逆ではなく堆積する手段を一致させます。.
この分析について
この比較は、日本の神戸に本拠を置き、1915 年から操業する日本の産業グループであるBOSHIYAグループが提供しており、110 年以上の産業保守の経験があり、BOSHIYAはフレックスランスシステム用の機器の開発、生産、リース、およびバンドル抽出装置に関する当社の知識に基づいて見解を示しています バンドルクリーニング アジアと中東の石油化学コンビナートと製油所にて。.
最適なソリューションは当社の設備ではなく、特定のプラントによって異なるため、手動と自動の両方の方法を示します。.
次のターンアラウンドのために、自動チューブ洗浄を評価する準備はできていますか?
当社のフレックス ランス バンドル洗浄装置のデータ シート、レンタル価格、処理量の数値を入手できます。.
よくある質問frequently Asked Questions

産業用チューブ洗浄の主な方法は何ですか?
回答を見る
ブラシ棒およびスクレーパーを使用して高圧ウォーター ジェッティングまたは機械クリーニングが4 つの主要なクリーニング技術、次に酸かアルカリ洗浄による化学クリーニング、次に操作でスポンジ ボールを使用するオンライン自動管クリーニング、さまざまなレベルのエネルギーおよびオートメーションを使用して、ウォーター ジェッティングはおよそ70 ~ 80%産業管クリーニングを占めます化学クリーニングは機械的に容易に取除かれない沈殿物を、例えば、高結合のシリカか重合された有機物取除くためにだけ普通使用されますほとんどの回転は化学浸る予備混合物の二重組合せを、手付かずの処置のための機械ジェット化採用します。.
自動化された機器が利用可能であっても、手動による清掃が必要なのはなぜですか?
回答を見る
自動ランスヘッドは、標準的なピッチパターンで直線チューブの長さで最高の洗浄効率を実現します。曲げ半径が 50 mm 未満の U ベンドバンドル、フィン付きチューブ、およびチューブシートが損傷またはプラグ付き交換器には、多くの場合、手動アクセスが必要です。非常に少量のジョブ (100 チューブ未満) は、自動化装置のセットアップ時間の価値がないことがよくあります。.
熱交換器チューブにスケールが蓄積する原因は何ですか?
回答を見る
プロセス流体中の溶解した鉱物が温度や圧力の変化に応じて溶液から沈殿するときに形成されるスケール。典型的なスケール: 冷却水中の炭酸カルシウム、腐食によって形成される酸化鉄、地熱またはボイラー供給からのシリカ、低流量領域で増殖する微生物によって引き起こされる生物学的増殖。.
薄肉チューブを損傷することなく、適切な圧力設定をどのように決定しますか?
回答を見る
まず、チューブの仕様と元の壁の厚さをデータシートから確認します。超音波厚さ (UT) 調査をチューブのサンプルに投げて、残りの壁を決定します。特に浸食腐食が最も急速に発生する入口に最も近い最初の 2-3 列に。 ASME PCC-2 によると、残りの壁 2 mm より薄いチューブは 1,000 bar を超える噴射圧力に耐えない可能性があります。 2,000 lb/hr の炭酸カルシウム供給で壁 2.5-3.0 mm の標準的な炭素鋼チューブの場合、1,500-2,000 bar が一般的です。常に計算された最大値を下回る 20% に負荷をかけ、その後、排出中のチューブ材料粒子の劣化を監視しながら噴射圧力を徐々に上げます。.
1 ターンアラウンドあたりの自動チューブ洗浄と手動チューブ洗浄の典型的なコスト差はどれくらい
回答を見る
500 本のチューブ束に自動ランスシステムを採用すると、通常、シフト (12 時間で 4 人の男性) で必要な労働に 2.5 倍の費用がかかります。 - Zimuln Ongalapen よりも少ない費用で行うことができます。同じ束で手動ジェットから自動ジェットに切り替えるには、オペレーターは 1-2 人だけで済みます。人件費は $1,200 ~ $1,800 に削減されます。ただし、実際のコストメリットはスループットにあります。 iautomated jetting は、現場で 3-8 時間かかりますが、手動で 12 ~ 24 時間かかります。粗製ユニットで 1 時間あたり $50,000li $150,000 の費用がかかる場合、人件費の削減は二次的な懸念事項です。.
自動チューブ洗浄は、U ベンドとフィン付きチューブ バンドルを処理できますか?
回答を見る
シェルとチューブの熱交換器の直線部分を洗浄するには、直線スルーフレックスランスシステムにより生産性が向上しますが、半径 50 mm 未満の U ベンドを操作することはできません。U ベンド部分には、手動穿刺または化学浸漬処理を使用して個別にアクセスする必要があります。.
高圧チューブの洗浄中にどのような安全プロトコルに従う必要がありますか?
回答を見る
最小: 限られたスペース進入許可 - OSHA 29 CFR 1910.146 - シェル内の場合は必要に応じて、700bar 以上で動作するすべてのランス機器のデッドマン制御、圧力定格のフルフェイスシールド (および高圧 PPE)、チューブシート面の周囲の 3 メートルの最小立ち入り禁止ゾーン、チューブ放電端にスポッターを備えたバディ システム すべてのオペレーターは、注射による損傷の認識や応急処置を含むウォータージェットの安全性の訓練を受けなければなりません。自動機器は、ランスまたはノズルを交換する前に減圧およびタグ付けする必要があります。自動機器は、これらの要件を軽減しますが、排除しません。 - セットアップおよびトラブルシューティング中に、立ち入り禁止ゾーンと PPE 要件が依然として必要です。.
参考文献と情報源
- OSHA 29 CFR 1910.146 ――許可が必要な密閉空間. osha.gov/限られたスペース
- ASME PCC-2 § 圧力機器および配管の修理、第 5.1 条: 機器の洗浄 (圧力制限と方法の選択についてはここで引用)。.
- TEMA 規格 ――シェルアンドチューブ熱交換器用の汚れ抵抗係数。. epcland.com
- NIEHS WETP ――技術安全データシート: 高圧給水噴射。. ツール.niehs.nih.gov
- OHS オンライン ――水上ジェット機の怪我の防止. ohsonline.com
- 熱交換器の世界 ――TEMA 規格とシェルとチューブの熱交換器設計。. 熱交換器-world.com
- Becht Engineering ――熱交換器の洗浄方法の比較。. becht.com
![ASME 圧力容器製造ガイド: セクション VIII 要件 [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


