
Póngase en contacto con BOSHIYA

Limpieza de paquetes: métodos, programas de mantenimiento y mejores prácticas de la industria
Contenidos
mostrar
Especificaciones rápidas
| Aplicación | Intercambiadores de calor de carcasa y tubos |
| Rango de presión | 500-3000 bar (7250-43500 PSI) |
| Métodos comunes | Chorro de agua a alta presión, limpieza química, limpieza mecánica |
| Frecuencia típica | Cada 6 meses a 10 años (dependiente de la solicitud) |
| Estándares clave | TEMA, ASME Sección VIII, ASME PCC-2 |
| Costo típico | 0,50€-15€ por tubo (dependiente del método) |
Un haz de tubos sucio simplemente no le avisa con alarmas o luces de timbre. Le advierte sobre facturas de energía más altas, mayores paradas no planificadas que cuestan decenas de miles por hora y un rendimiento drásticamente reducido, lo que provoca plazos incumplidos y pérdida de ingresos. La limpieza del paquete es el procedimiento de mantenimiento más eficaz para recuperar la eficacia de la transferencia de calor de los tubos de concha y sin embargo, muchas refinerías y plantas químicas todavía tardan en limpiarse, ya sea para caer demasiado pronto, desperdiciando tiempo y dinero en desarrollo, o demasiado tarde, después de que la eficiencia hace tiempo. desde hace mucho tiempo cayó a uno o dos por ciento de las pérdidas de la línea.
Esta guía analiza las técnicas específicas, las selecciones de ventanas de presión, los activadores de intervalos y los detalles de costos que necesita para programar la limpieza del paquete adecuadamente, ya sea manteniendo un tren de precalentamiento de crudo de refinería, un enfriador de efluentes de un reactor petroquímico o un condensador de una central eléctrica.
¿qué es la limpieza de paquetes en intercambiadores de calor industriales?
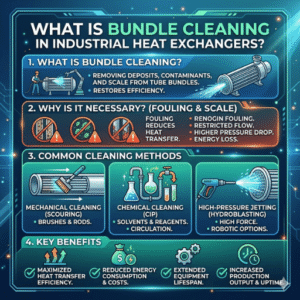
La limpieza de haces consiste en eliminar los depósitos de incrustaciones (escamas, coque, crecimiento biológico, óxido, suciedad y suciedad) del interior (lado del tubo) y del exterior (lado de la carcasa) de los haces de tubos en los intercambiadores de calor de carcasa y tubos, restaurando el rendimiento de transferencia de calor a nivel de diseño.
Todos los intercambiadores de calor de carcasa y tubos tienen un haz de tubos: un grupo de tubos con láminas tubulares que los mantienen en posición y tubos sostenidos por deflectores. Los depósitos de incrustaciones se producen tanto en las superficies de los tubos como en las superficies de las capas como resultado del arrastre y de las características de incrustaciones de los fluidos (Polasek, 1972). La incrustación resultante que se produce en las superficies de los tubos se denomina colectivamente incrustación.
Actúa como aislador de la transferencia de calor entre las corrientes fría y caliente. Operacionalmente, el efecto de la contaminación significa que el operador tendrá que aumentar los caudales, las temperaturas de las corrientes de entrada o aceptar la reducción de la producción.
Los costos son inmensos. Usando el Compendio de Eficiencia Energética de Ipieca para Intercambiadores de Calor (2022), 100.000 bbl/día de refinería pueden sufrir una pérdida de calor debido a una contaminación de aproximadamente $31,17 millones al año. Los paquetes sucios generalmente experimentan una reducción de 20-30% en la eficiencia térmica entre 12 y 18 meses después de su puesta en servicio, dependiendo del servicio y las propiedades del fluido.
La limpieza anual del haz, realizada en los intervalos adecuados con el método adecuado, no es opcional: es esencial para la gestión de activos del intercambiador de calor. Los sistemas de limpieza han logrado grandes avances en los últimos 20 años, desde varillas manuales hasta modernos chorros de agua de alta presión controlados por computadora que pueden devolver un haz a un rendimiento térmico casi original.
TEMA (Asociación de Fabricantes de Intercambiadores Tubulares) Las normas especifican las consideraciones de diseño mecánico, incluido el material del tubo, el espesor de la pared y la disposición de los deflectores, que determinan dónde y cuándo se deben limpiar los haces.
Tipos comunes de incrustaciones que exigen limpieza de paquetes
Existen diferentes tipos de incrustaciones. Cada tipo de depósito proporciona un procedimiento de limpieza específico, y la presión a la que debe ejecutarse, así como el costo asociado. Estos son los cinco tipos de incrustaciones de intercambiadores de calor industriales:
| Tipo de incrustación | Características | Método de limpieza | Rango de presión | Industrias |
|---|---|---|---|---|
| Partículas | Sólidos en suspensión, limo, depósitos de arcilla | chorro de agua HP | 500-1.500 bar | Generación de energía, tratamiento de agua |
| Biológico | Algas, bacterias, biopelículas | chorro de agua HP + descarga de biocidas | 500-1.000 bar | Marina, torres de enfriamiento |
| Escalado (CaCO3) | Cristalización de minerales a partir de sales disueltas | chorro de agua HP o limpieza ácida | 1.500-2.000 bar | Desalación, calderas |
| Corrosión | Depósitos de óxido metálico, óxido, productos de degradación | chorro de agua HP | 2.000-3.000 bar | Petroquímica, refinación |
| Reacción química | Polimerización, coquización, descomposición térmica | Mecánico + químico | 2.000-3.000 bar | Refinerías, plantas químicas |
💡 Consejo profesional
Cada tipo de incrustación tiene un par de métodos preferidos. Usar el estuche equivocado para un depósito incorrecto hace perder tiempo y puede erosionar los tubos por nada. Por ejemplo, no tiene sentido utilizar 2.500 bar de presión de agua para limpiar la incrustación biológica (que es blanda), pero sólo 500 bar para eliminar el carbonato de calcio.
La instalación adecuada del filtro en las líneas de entrada y la contrapresión cero durante las pruebas son requisitos antes de cualquier intento de limpieza. Tenga en cuenta que las plantas de agua de refrigeración de circuito abierto experimentan regularmente incrustaciones biológicas, una mayor acumulación de partículas y depósitos poco adherentes, mientras que los intercambiadores de precalentamiento crudo generalmente desarrollan depósitos densos de asfaltenos y productos de corrosión. La mayoría petroquímico los escenarios de mantenimiento implican reacciones químicas de incrustación (coquización, polimerización) que exigen el tratamiento de limpieza más agresivo.
Métodos de limpieza de paquetes « Técnicas de identificación y sobredosis comparadas
Los métodos de limpieza de paquetes se dividen en dos categorías según la superficie que se esté limpiando. La limpieza ID (lado del tubo) se centra en el interior de los tubos por donde pasa el fluido del proceso; La limpieza OD se dirige al exterior de las superficies de los tubos y a los espacios del lado de la carcasa entre los tubos. La limpieza combinada de ID y OD es común en el mantenimiento de cambios.
| Método | Tipo | Rango de presión | Mejor para | Limitaciones |
|---|---|---|---|---|
| Lanzamiento a alta presión | IDENTIFICACIÓN | 500-3000 bar | Toate depositele internale | Requiere acceso al tubo desde el extremo |
| Chorro de boquilla giratoria (agitación) | IDENTIFICACIÓN | 1.000-2.500 bar | Coca-cola pesada | El tamaño de la boquilla debe coincidir con el ID del tubo |
| Lavado de paquetes externos | OD | 500-1.500 bar | Partículas del lado de la concha, biológicas | Acceso limitado entre filas de tubos |
| Circulación química (CIP) | Ambos | N/A (químico) | Escalado, biológico, corrosión ligera | Costos de eliminación, compatibilidad de materiales |
| Varillas/cepillado mecánico | IDENTIFICACIÓN | N/A (mecánico) | Depósitos blandos, mantenimiento de rutina | No es efectivo a gran escala |
📐 Nota de ingeniería
Presión máxima de limpieza segura para tubos de acero al carbono (TEMA grupo A) según lo especificado por ASME PCC-2 El estándar es 50% de su presión mínima de rotura. Para tubos BWG estándar de 3/4 « OD × 16 a un máximo de 2500 bar, verifique el espesor de pared restante del tubo con respecto al espesor de pared mínimo especificado para el espesor de pared restante del tubo encontrado después de la evaluación UT. Los tubos con menos de 70% de espesor de pared restante deben taparse en lugar de limpiarse a presión total.
El chorro de agua tiene un costo de limpieza asociado por tubo de US0,50-2 para el chorro de agua, versus un costo general de limpieza química de US5-15, una mejora de 30-50% con respecto al químico solo cuando es posible el chorro de agua. La limpieza química no se puede reemplazar con chorros de agua para eliminar ciertos tipos de incrustaciones, como la escama estrecha de CaCO3 en tubos de pequeño calibre con una ID de menos de 12 mm.
Inversión de capital para equipos automatizados de limpieza de paquetes oscila entre 50.000 y 200.000 € dependiendo de la capacidad de la bomba, el nivel de automatización y si el sistema está montado en un remolque para servicio de campo o reparado en un taller de limpieza.
Proceso de limpieza del paquete paso a paso

La secuencia estándar para la limpieza de paquetes, ya sea dentro o fuera del sitio, implica una serie de pasos, omitir cualquiera de los cuales puede generar errores costosos.
- Aislamiento y bloqueo del paso antes de la limpieza; despresurizar mientras se eliminan presiones mediante el bloqueo de válvulas de entrada y salida abiertas; segregar fluidos residuales; Verifique la condición de energía cero utilizando procedimientos de bloqueo/etiquetado (LOTO) de acuerdo con los procedimientos operativos de la planta. Confirme que no exista presión residual entre las válvulas de aislamiento.
- Eliminación de haces: se puede utilizar cualquiera de los principales tipos de extractores de haces hidráulicos, con capacidad de 5 a 25+ toneladas de fuerza de tracción. Hay equipos de servicio pesado disponibles para localizar y tirar de haces de hasta 78 « de diámetro por 26 pies de largo. Se combinan ubicaciones más grandes extractor de paquetes con motor diésel equipo que genera suficiente fuerza sin una fuente de energía externa.
- Inspección previa a la limpieza-Documentar todas las anomalías de los tubos con fotografías, para localizar tapones o marcadores de corrosión; registrar las mediciones de la pared UT del tubo en un mínimo de tres puntos por tubo; Identifique depósitos de incrustaciones, observando cualquier tubo perforado o muy corroído.
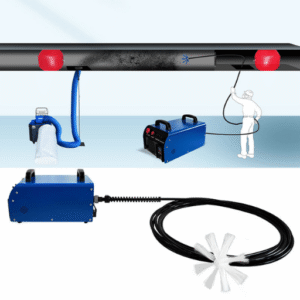
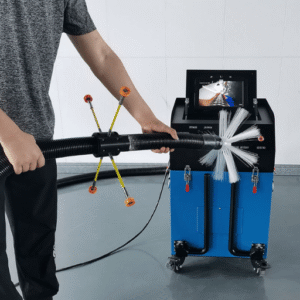
- Limpieza del lado del tubo (ID): inserte lanzas de alta presión (más de 1000 bar) o boquillas giratorias desde la cara de la placa del tubo. Trabaje el paquete sistemáticamente de arriba a abajo en filas secuenciales, limpiando tubo por tubo, para evitar que los residuos se reasenten en superficies ya limpias.
- Limpieza del lado de la carcasa (OD) -configure el paquete en un lavadero o en un estante de limpieza. Utilice chorros externos a 500-1500 bar, trabajando de un extremo al otro del haz de tubos. Concéntrese en las áreas cortadas con deflectores que se sabe que acumulan más depósitos.
- Inspección posterior a la limpieza del tubo y prueba hidrostática «Realizar una inspección visual y UT de las superficies del tubo donde se detectó adelgazamiento de la pared. Realizar una prueba hidrostática según ASME Sección VIII Div. 1 (presión de prueba = 1,3 × presión de diseño). Detecte cualquier tubo con fugas y tápelo.
- Reinstalación del paquete -- Utilice rieles guía o soportes de rodillos para alinear el paquete con el orificio de la carcasa. Aplique un compuesto antiapretón a las superficies de las juntas, coloque juntas nuevas y apriete los pernos de las bridas según las especificaciones del fabricante utilizando una llave dinamométrica calibrada en forma de estrella.
⚠¦ Importante
El error ñan y 'ñan más común y costoso en el mantenimiento de paquetes es omitir las pruebas hidrostáticas posteriores a la limpieza. Cualquier fuga en el tubo después de la limpieza no se puede detectar sin pigging o hidroprueba y puede resultar en una contaminación cruzada de las corrientes del lado de la carcasa y del lado del tubo, lo que genera riesgos para la calidad o la seguridad del producto. En un intercambiador de crudo/producto de refinería, esa fuga en el tubo que no encontró puede contaminar un tanque de producto completo y costar miles de dólares en inventario perdido.
Lista de verificación de inspección previa a la limpieza
- ✔Verifique el estado de energía cero (LOTO completo)
- ✔Registre las temperaturas y presiones de entrada/salida antes del apagado
- Realizar UT de paredes de tubo al menos más de 3 ubicaciones por tubo (espesor inicial de pared inicial)
- ✔Fotografíe los patrones de suciedad antes de limpiar
- Especifique el volumen de agua de reposición y la presión de su suministro de agua de limpieza.
- Revise el material del tubo y la presión de limpieza máxima permitida.
Planificación de mantenimiento y frecuencia de limpieza del paquete

¿con qué frecuencia se deben limpiar los haces de tubos? Ninguna respuesta única se adapta a todas las plantas. La frecuencia de la limpieza está influenciada por el servicio, las características del fluido, la configuración del intercambiador de calor y, lo más importante, los indicadores de rendimiento mensurables.
| Industria | Intervalo de limpieza típico | Gatillo basado en condiciones |
|---|---|---|
| Refinación de petróleo (precalentamiento crudo) | 12-24 meses | >15% aumento de la caída de presión |
| Petroquímica | 18-36 meses | OHTC elimina >20% del diseño |
| Generación de energía | 12-18 luni | Aumento de la contrapresión del condensador >10% |
| Desalación | 6-12 meses | Caídas de flujo de permeado >15% |
| HVAC/torres de refrigeración | 12-24 meses | Aumento de temperatura de aproximación >3°C |
💡 Consejo profesional
El uso de una degradación mensurable del rendimiento (caída de presión, enfoque de temperatura, OHTC) como desencadenante de la limpieza basada en la condición ofrece consistentemente resultados más confiables que la prescripción de intervalos fijos. Los refinadores que cambian a una experiencia de limpieza basada en la condición 15-25% tienen menos paradas innecesarias, lo que significa una mayor disponibilidad y menores costos de mantenimiento.
De acuerdo con los principios del programa de mantenimiento del Apéndice E de TEMA, limpie el paquete cuando el OHTC caiga 15-25% por debajo de su nivel de diseño o cuando el costo de la pérdida de energía supere el costo de un cierre de mantenimiento. Este modelo de decisión basado en costos garantiza que se eviten eventos de limpieza prematuros y excesivamente tardíos.
Intercambiadores de trenes de precalentamiento de crudo en refinerías de petróleo presentan desafíos extremos de incrustaciones. La incrustación a base de asfaltenos tiende a acelerarse con el tiempo de forma no lineal (el último 20% de la eficiencia termodinámica inicial disponible se puede perder en solo un tercio del tiempo de funcionamiento que tomó perder el primer 20%). El seguimiento semanal de la temperatura y la tendencia mensual de OHTC brinda a la planificación de mantenimiento un plazo de entrega de un año para incluir el evento de limpieza en los cronogramas de respuesta existentes en lugar de agruparlo con paradas de emergencia.
¿Estás ansioso por poner una cifra en dólares en la diferencia entre esperar demasiado y limpiar demasiado pronto? Accede a nuestro calculadora de costos de tiempo de inactividad de recuperación y compárelo con el drenaje de energía de la operación continua y sucia. Para recomendaciones de equipos, consulte soluciones de limpieza de paquetes dimensionado para su operación.
Elegir entre limpieza de paquetes in situ y ex situ

Elegir si limpiar in situ o ex situ es una de las primeras decisiones importantes en un trabajo de limpieza de paquetes. Ambos tienen ventajas y desventajas.
Limpieza in situ
✔ Ventajas
- No se necesita extracción del paquete
- Menor costo de movilización
- Cambio más rápido (1-2 días vs 3-5 días)
- Adecuado para diseños de láminas tubulares fijas
⚠ Limitati
- Limitado únicamente al acceso del lado del tubo
- No se pueden inspeccionar las superficies OD
- Los residuos de limpieza química requieren una eliminación profesional
- No es eficaz para incrustaciones pesadas en el lado del proyectil
Limpieza ex situ
✔ Ventajas
- Acceso completo a las superficies ID y OD
- Es posible una inspección visual exhaustiva
- Puede reparar o enchufar tubos durante el mismo apagado
- Más eficaz para incrustaciones intensas
⚠ Limitati
- Requiere extractor de paquetes (5-25 ton de capacitate)
- Mayor costo de movilización
- Mayor plazo de entrega (3-5 días)
- No es posible con diseños HX de placa tubular fija
Las designaciones de tipo TEMA dictan las opciones que tiene. Los tipos de cabezal flotante (AES, AET, AEP) permiten la extracción completa del paquete para una limpieza ex situ (en caso de que se quiten la cubierta del cabezal flotante y la cubierta de la carcasa, y el paquete se deslice sobre rieles o se extraiga con un extractor. Los tipos de láminas tubulares fijas (AEL, AEM, AEN) tienen sus tubos soldados permanentemente a ambas láminas tubulares y no presentan ninguna posibilidad de retirar el paquete. Sólo es factible la limpieza in situ del lado del tubo.
Decida entre aproximaciones equilibrando la gravedad de la contaminación con el gasto de recuperación. La suciedad de partículas leves en el lado del tubo se puede eliminar en un solo día con un trabajo de chorro de agua in situ. Los depósitos de carbón pesado, tanto en superficies ID como OD, garantizan el enfoque ex situ de 3 a 5 días porque limpiar solo el lado del tubo dejará los depósitos del lado de la carcasa sin verificar.
Si no posee un equipo extractor, puede elegir entre opciones de alquiler de equipos para cumplir con los requisitos de su proyecto. Para instalaciones permanentes o ciclos de respuesta frecuentes, a extractor de haces autopropulsado reduce la necesidad de grúas y puede realizar una limpieza hasta 40% más rápido que los métodos de extracción manual.
Preguntas frecuentes sobre la limpieza de paquetes
P: ¿Cómo funciona la limpieza de paquetes?
Ver respuesta
La limpieza del paquete se realiza enfocando chorros de agua a alta presión (500-3000 bar), soluciones químicas o utensilios mecánicos contra superficies de tubos sucios para raspar los depósitos. Para la limpieza del lado del tubo (ID), se empuja una lanza o boquilla giratoria dentro de cada tubo a través de la cara de la lámina del tubo y se conduce hacia abajo a lo largo de toda la longitud del tubo. Para la limpieza del lado de la carcasa (OD), el paquete se extrae de la carcasa y se coloca en un lavadero donde los chorros de agua externos limpian las superficies exteriores y los espacios entre los tubos. El método depende del tipo de contaminante, la dureza del depósito y el material del tubo.
P: ¿Por qué es importante la limpieza de haces para el rendimiento del intercambiador de calor?
Ver respuesta
Los depósitos de incrustaciones son capas aislantes térmicas en las superficies de los tubos que inhiben el flujo de calor. Un haz sucio acumulará una pérdida de eficiencia térmica de 20-30% en 12-18 meses. Esto implica que la planta trabaje más duro con mayores entradas de energía, mayor flujo másico a través del intercambiador o menor rendimiento. La limpieza periódica del haz restablece el intercambiador de calor aún más cerca del valor de diseño, ahorrando energía y ayudando a los operadores a evitar paradas repentinas de las interestaciones.
P: ¿Cuál es la diferencia entre la limpieza del haz del lado del tubo y del lado de la carcasa?
Ver respuesta
La limpieza del lado del tubo (ID) limpia las superficies internas de los tubos. Se insertan herramientas de lanza, boquilla y cepillo a través de las aberturas del tubo dentro de la lámina del tubo. La limpieza del lado de la carcasa (OD) limpia las superficies exteriores de los tubos y los espacios entre ellos por donde pasa el fluido del lado de la carcasa. La limpieza OD requiere extraer el paquete de la carcasa y montarlo en un lavadero. Varios diseños de láminas tubulares fijas niegan la oportunidad de retirar el paquete y imponen límites a la limpieza del lado del tubo.
P: ¿Con qué frecuencia se deben limpiar los haces de tubos?
Ver respuesta
Los intervalos de limpieza varían desde seis meses (plantas desales) hasta 36 meses (unidades petroquímicas). El enfoque más sensato se basa en la condición: limpiar cuando el coeficiente general de transferencia de calor cae entre 15 y 251 TP3T por debajo de su valor original, o cuando la caída de presión excede 151 TP3T del valor inicial.
P: ¿Qué presión se utiliza para la limpieza de haces a alta presión?
Ver respuesta
Las presiones operativas para el chorro de agua a alta presión varían desde 500 bar (7250PSI) para la eliminación de depósitos más blandos, como suciedad biológica o partículas poco adherentes, hasta un máximo de 3000 bar (43500PSI) para depósitos “duros”, como coque y productos de corrosión. La presión de limpieza máxima segura permitida para cualquier tubo en particular se limita a 50% de su presión mínima de rotura a ASME PCC-2. Para tubos estándar de acero al carbono de 3/4 « OD 16 BWG, es posible operar hasta 2500 bar, nuevamente verifique el espesor real de la pared restante del tubo.
P: ¿Puede la limpieza de haces impedir el reemplazo del intercambiador de calor?
Ver respuesta
Sí -ñonas en muchos casos. Un haz de tubos bien reparado funcionará durante 15 a 25 años antes de que sea necesario reemplazarlo, si se realiza una limpieza regular; un haz sin mantenimiento requerirá cambios importantes en el tubo con una frecuencia de hasta 5 a 8 años de servicio, ya que la tasa de corrosión bajo depósito aumenta considerablemente. La limpieza mediante la eliminación del depósito anterior y la capa de incrustación da como resultado una disminución de la deposición que atrapa las escamas corrosivas contra la pared del tubo, lo que ralentiza la velocidad del proceso de corrosión, lo que a su vez resulta en una vida operativa prolongada del tubo.
El costo de la limpieza periódica durante la vida útil de un paquete está en el rango de 10-20% de volver a colocar el tubo en el paquete.
P: ¿Qué precauciones de seguridad se requieren durante la limpieza del paquete?
Ver respuesta
La limpieza de paquetes presenta muchos riesgos potencialmente mortales que requieren medidas de control. El uso de chorros de agua a alta presión de más de 1000 bar tiene el potencial de matar o herir gravemente a las personas por el impacto directo del chorro de agua. Los requisitos para todo este trabajo son: bloqueo/etiquetado completo del equipo antes de comenzar el trabajo; un gatillo de hombre muerto en todas las lanzas HP que deja de fluir inmediatamente cuando no se presiona el gatillo; equipo de protección del personal, incluido protector facial, traje resistente a la presión del agua, botas con punta de acero y protección para los oídos; El área debe estar barricada con una zona de exclusión de 3 m alrededor del área de trabajo; Monitoreo continuo y continuo de la calidad del aire si el intercambiador ha contenido hidrocarburos o H2S.
El personal debe estar certificado y capacitado en trabajos de chorro de agua a alta presión utilizando las prácticas estándar actuales del Reino Unido.
¿Puedo necesitar el equipo adecuado para su próximo proyecto de limpieza de paquetes?
BOSHIYA es un proveedor global de extractores de haces de tubos de calidad industrial y sistemas de limpieza para refinerías y plantas petroquímicas junto con centrales eléctricas.
Acerca de este análisis
La información utilizada en esta guía se extrae de datos publicados de TEMA, ASME y la 15a Conferencia Internacional de Limpieza y Incrustación de Intercambiadores de Calor (Lisboa, 2024). BOSHIYA produce equipos de limpieza y extracción de haces de tubos desde 1915, proporcionando sistemas para refinerías y plantas químicas en Asia, Medio Oriente y Europa. Las clasificaciones de presión y las referencias de costos se derivan de la retroalimentación de campo de los contratistas comerciales de chorro de agua en el período 2023-2025.
Referencias y fuentes
- Estándares TEMA «Asociación de Fabricantes de Intercambiadores Tubulares
- ASME PCC-2: Reparación de Equipos a Presión y Tuberías «Sociedad Americana de Ingenieros Mecánicos
- Compendio de eficiencia energética de intercambiadores de calor (2022) « Ipieca
- 15a Conferencia de limpieza y suciedad de intercambiadores de calor (2024) « Taylor și Francis
- Revista CEP febrero de 2025: Diseño de intercambiadores de calor para mitigar las incrustaciones « AIChE
- Factor de contaminación del intercambiador de calor: importancia, cálculo y estándares de 2026 « EPCLand
Artículos relacionados
- Limpieza automatizada de paquetes de tubos: guía de equipos y mejores prácticas
- ¿qué es un extractor de paquetes? Principios de trabajo explicados
- Seguridad del extractor de paquetes: peligros, EPP y cumplimiento
- Alquiler de extractores de paquetes versus compra: ¿qué tiene sentido?
- Calculadora de costos de recuperación: ¿Cuánto le cuesta el tiempo de inactividad?
![Guía de fabricación de recipientes a presión ASME: Requisitos de la Sección VIII [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


