
Póngase en contacto con BOSHIYA

Contenidos
mostrar
Limpieza de recuperación de refinerías: proceso de descontaminación, tecnología y preparación
Publicado el 17 de marzo de 2026 | Lectura de 12 minutos
Cada refinería de petróleo llega a un punto en el que deben cesar las operaciones normales. Las incrustaciones se acumulan en los intercambiadores de calor. Las partículas de corrosión recubren el interior del reactor. Superficies de los recipientes de placas de residuos de hidrocarburos. El único camino correctivo para responder a estos desafíos (y a los peligros de seguridad que allí se plantean) es un cambio planificado con una limpieza industrial de alcance completo.
A continuación documentamos todo el espectro de limpieza de recuperación de la refinería: su alcance, métodos químicos y mecánicos, programación efectiva y costo del proyecto. No importa cuán pequeña sea -un solo complejo petroquímico - o cuán grande '-un complejo petroquímico completo -, esta sección de información sigue siendo relevante para su tiempo de inactividad programado.
¿qué es la limpieza de recuperación de refinerías y por qué las refinerías la necesitan

Un cambio (a menudo también llamado TAR o T/A) es un tiempo de inactividad de primer nivel en el que una unidad de proceso completa o una sección de planta se detiene para su mantenimiento, inspección y reparación. En la refinación de petróleo, el cambio representa el evento de mantenimiento más costoso de un ciclo operativo. Están programados a intervalos de 2 a 5 años dentro de una unidad determinada, lo que cede a las demandas regulatorias, las condiciones de resistencia y los datos de confiabilidad operativa.
Esta etapa de limpieza inicia el cambio. Antes de abrir las escotillas de inspección, primero se debe limpiar el equipo de proceso y hacerlo seguro para la entrada humana con la eliminación de hidrocarburos residuales, la neutralización de gases tóxicos como el sulfuro de hidrógeno y la eliminación de aparatos pirofóricos que podrían encenderse al entrar en contacto con el aire.
Vale la pena aclarar tres términos relacionados. Un cierre es una parada general de una unidad programada o no. Un cambio es un cierre programado importante que incluye inspección y reparación. Una interrupción se refiere a una parada de emergencia resultante de una falla del equipo u otra circunstancia.
La limpieza establece el estándar que deben seguir todos los demás. Si los buques y los intercambiadores no se descontaminan adecuadamente, los equipos de inspección no pueden ingresar de manera segura, el trabajo mecánico sufre retrasos y todo el cronograma de entrega se desvía. En una operación de refinería donde cada día de retiro cuesta cientos de miles de dólares, este cronograma equivale a la erosión de los ingresos corporativos.
Lo que ha surgido en las refinerías y plantas petroquímicas modernas puede caracterizarse como métodos manuales y de lavado con vapor avanzados. Las técnicas de limpieza química ahora predominan porque son más convenientes, generan mayor uniformidad de resultados y disminuyen la exposición de los trabajadores. Instituciones como Soluciones de limpieza de paquetes BOSHIYA aporte más de un siglo de experiencia en equipos de mantenimiento a este campo.
Por qué la limpieza de recuperación es fundamental para las operaciones de refinería

Los peligros dentro de una refinería que ha funcionado continuamente no son funciones de la mente. Son químicos, incontrovertibles y tangibles. La limpieza de cambios existe para mantenerlos bajo control antes de ingresar a espacios reducidos.
Sulfuro de hierro pirofórico: la fuente de ignición oculta
El sulfuro de hidrógeno (H2S) tiene una reactividad única con los óxidos ferrosos en los recipientes ventilados, creando sulfuro ferroso (Fe S). Se trata de un material pirofórico que se dispara espontáneamente al contacto con el aire. Abrir un recipiente con depósitos de FeS sin tratamiento químico crea una fuente de combustible igualmente segura. Investigación publicada sobre sulfuro de hierro pirofórico ha demostrado ignición instantánea a temperatura ambiente.
Exposición a vapores de hidrocarburos y benceno
Los hidrocarburos residuales emiten vapores combustibles. Es especialmente preocupante un carcinógeno conocido en cientos de corrientes de refinería de benceno. OSHA limita la concentración PEL 1 ppm (TWA de 8 horas); Límite recomendado por NIOSH, 0,1 ppm. Sin descontaminación, las concentraciones de benceno dentro de los equipos pueden estar muchos órdenes de magnitud por encima de los estándares.
⚠¦ Importante
Entre 2011 y 2018, Informes de OSHA 1.030 trabajadores han muerto como resultado de incidentes en espacios confinados. Desde 1992, la refinación de petróleo ha causado más muertes por emisiones químicas elevadas que todas las demás industrias, en conjunto 52 muertes y 250 heridos en 36 incidentes catastróficos, por Refinería de petróleo OSHA PSM NEP.
Incrustaciones y su impacto en el rendimiento del equipo
Además de la seguridad, la contaminación de los depósitos a escala, el coque, los polímeros y la corrosión: perjudican la transferencia de calor y reducen el rendimiento, y empeoran la corrosión. Si no se eliminan durante un cambio, los depósitos de contaminación reducirán la duración del ciclo posterior y requerirán un apagado temprano.
| Categoría de peligro | Fuente | Nivel de riesgo | Mitigación Primaria |
|---|---|---|---|
| Encendido pirofórico | Sulfuro de hierro (FeS) | Crítico | Oxidación/pasivación química |
| Exposición a gases tóxicos | H2S, vapores de benceno | Crítico | Monitoreo de gases químicos + vapores |
| Atmósfera inflamable | Hidrocarburos residuales | Alto | Descontaminación en fase vapor |
| Pérdida por transferencia de calor | Escala, coque, incrustaciones de polímeros | Moderado | Limpieza química + mecánica |
| Aceleración por corrosión | Depósitos ácidos, sales de cloruro | Moderado | Lavado alcalino + pasivación |
Métodos de limpieza y descontaminación química para soluciones alternativas
La limpieza química se ha vuelto dominante para la descontaminación de recuperación porque puede llegar a superficies que las herramientas de descontaminación manual no pueden, procesa todos los sistemas a la vez y tiene puntos finales de seguridad detectables; A continuación se explica cómo funcionan los métodos principales en la práctica.
Circulación química de circuito cerrado
Una solución química se fuerza a través del equipo en un circuito cerrado, entrando en una única conexión, en contacto con tubos o partes internas de recipientes y saliendo a un tanque de mezcla. Los depósitos de incrustaciones se eliminan a medida que pasa la solución. los técnicos de descontaminación observan la concentración, el pH y la temperatura de la solución; Cuando la química del fluido que regresa se estabiliza, el circuito se puede drenar y lavar.
Específico de los intercambiadores de calor, la circulación de circuito cerrado limpia tanto el lado del tubo como el lado de la carcasa simultáneamente, sin siquiera tirar del haz. Aquí es donde se especializa limpieza de paquetes la tecnología se vuelve útil; especialmente para incrustaciones intensas que la circulación por sí sola no puede eliminar.
Descontaminación vapor-fase
Las columnas y recipientes grandes con límites estructurales que prohíben el llenado de líquido completo no se pueden llenar con líquido. La descontaminación en fase de vapor introduce vapor químico calentado en el recipiente. El vapor se condensa en las superficies internas, reacciona con películas de hidrocarburos y depósitos pirofóricos y se ventila a través de depuradores. Este método se aplica a columnas de destilación con bandejas o lechos empaquetados.
Desgasificación química
Los desgasificados químicos abordan el peligro de gases inflamables y tóxicos dentro de los equipos. Los productos químicos especiales interactúan con los hidrocarburos disueltos y el H2S los neutraliza a formas no peligrosas. En una unidad típica de FCC, los desgasificados químicos reducen la inflamabilidad del producto químico de más de 100% a menos de 1% en 8 a 12 horas, una hazaña que requeriría purga con vapor de 24 a 48 horas para lograrse.
Métodos híbridos químicos a vapor
Para equipos internos de residuos pesados 'tuberías de residuos al vacío o fondos de fraccionadores de coquizador', un proceso híbrido utiliza vapor para la eliminación masiva y productos químicos para el tratamiento de descontaminación fina. El vapor retarda los depósitos vigorosos; la etapa química destruye las películas residuales y oxida el sulfuro de hierro pirofórico.
Química patentada versus química de productos básicos
La química patentada, diseñada específicamente para la descontaminación de refinerías, puede funcionar dos veces más rápido y producir puntos finales más seguros durante una reducción que los ácidos básicos o las soluciones cáusticas a un costo adicional, por supuesto. Sin embargo, a menudo los ahorros de tiempo y la reducción del retrabajo marcan la diferencia como una ganga. Asegúrese de verificar la compatibilidad de los productos químicos al basar su elección de equipo. Las soluciones alcalinas son apropiadas para sistemas con incrustaciones orgánicas, como los sistemas de acero al carbono, mientras que las incrustaciones inorgánicas como el carbonato de calcio y el óxido de hierro son el objetivo de los ácidos, lo que plantea el desafío de los inhibidores de corrosión.
Circulación química con equipos diseñados para eliminar depósitos de haces de tubos es una combinación que superará a cualquiera de las estrategias de forma independiente para depósitos de haces de tubos específicos.
| Método | Mejor para | Duración típica | Limitaciones |
|---|---|---|---|
| Circulación química | Intercambiadores, tuberías, reactores | 6-24 horas por circuito | No se puede eliminar solo las incrustaciones duras de calcio o calcita |
| Descontaminación en fase vapor | Columnas, torres, grandes vasijas | 12-36 ore | Requiere sistema depurador para los gases de escape |
| Purga al vapor | Eliminación inicial de hidrocarburos a granel | 24-48 ore | Lento; no neutraliza el FeS |
| Mecánico (cerdito, raspado) | Tuberías, tuberías rectas | Varía según la longitud | Limitado a geometrías accesibles |
| Hidroblasting (10.000-40.000 PSI) | Internos de tubos, preparación de superficies | 1-4 horas por intercambiador | Primero requiere extracción del paquete |
Planificación y preparación para la limpieza de recuperación de refinerías

Una fase de limpieza de recuperación bien planificada de 6 a 12 meses antes de la interrupción programada de la unidad; El proceso de planificación determina qué está dentro del alcance, qué recursos se movilizarán, qué secuencia de tareas es más efectiva y qué contingencias son y dónde; La planificación inadecuada suele provocar retrasos en el calendario de cambios.
Definición y priorización de alcance
El alcance de la limpieza debe escribirse a nivel de equipo. ¿Qué buques requieren descontaminación total? ¿Para qué intercambiadores se retirarán limpieza de tubos del intercambiador de calor? ¿Qué circuitos de tuberías necesitan lavado químico? Hable con los equipos de operaciones e inspección para compilar una lista de cada uno y clasificarlo según la crucialidad de seguridad y la ruta de respuesta dependiente.
Movilización de tripulaciones y puesta en escena de equipos
Los equipos de limpieza deben estar en el lugar listos para comenzar el experimento cuando la unidad alcance su temperatura de funcionamiento prevista. La movilización (transporte, alojamiento, orientaciones de seguridad, instrucciones de limpieza específicas del sitio) debe completarse durante la planificación, no durante el cierre de seguridad. La preparación del equipo sigue el mismo plan: tanques de productos químicos, mangueras, bombas, monitores y contenedores de desechos colocados estratégicamente entre zonas de trabajo de antemano.
Procedimientos de Permiso de Trabajo y Aislamiento
Cada actividad de limpieza requiere un permiso de trabajo válido que especifique el alcance, los peligros y el personal responsable. El aislamiento de equipos (persianas, bloqueos de válvulas, desconexiones eléctricas) debe completarse y verificarse antes de la introducción de productos químicos. Este es otro esfuerzo burocrático que impacta significativamente las medidas de seguridad cuando no sale según lo planeado; también donde los cambios se mantienen según lo previsto o comienzan a retrasarse.
💡 Consejo profesional
Se debe nombrar un coordinador de limpieza dedicado, que reporte directamente al gerente de recuperación y no al mantenimiento u operaciones; La despriorización de las actividades de limpieza debido a trabajos mecánicos y de inspección que compiten por los puntos de acceso es una supervisión común de la recuperación.
Errores comunes en la planificación que causan retrasos
- ✔
No calcular los volúmenes de productos químicos es la razón número uno de los fallos de limpieza; quedarse sin productos químicos en medio del circuito que requiere reiniciar agrega entre 12 y 24 horas adicionales al programa de respuesta. - ✔
Programar trabajos de limpieza y mecánicos a la misma altura provoca congestión y conflictos de seguridad. - ✔
La falta de permisos de eliminación de residuos genera retrasos adicionales: los productos químicos gastados bloquean el equipo para el siguiente circuito. - ✔
La omisión de la limpieza del intercambiador al conceptualizar el alcance inicial del trabajo en el camino hacia un paquete sucio da como resultado un cambio no planificado inevitablemente mayor para limpiar lo que debería haberse incluido. - ✔
La falta de reservas de productos químicos secundarios puede retrasar el esfuerzo durante días en los que los retrasos en la entrega remota retrasan el cambio a la limpieza.
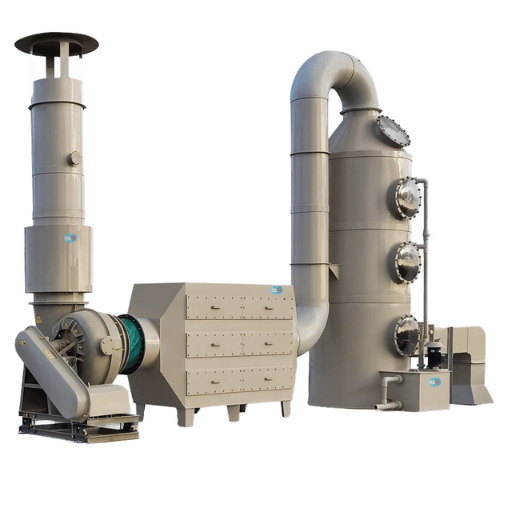
Equipos y sistemas utilizados en la limpieza de cambios
Una limpieza de estilo a gran escala puede implicar que los sistemas operen una tecnología de alto flujo para limpiar los sistemas, lo que afecta la calidad, la velocidad y el costo de manera directa.
Limpieza del paquete del intercambiador de calor
Los intercambiadores de calor de carcasa y tubos son muy susceptibles a la contaminación del equipo. La limpieza en el lado del tubo generalmente se logra con lanzas de agua a alta presión o circulación de productos químicos. Eliminar los depósitos del espacio del lado de la carcasa entre los tubos es un desafío más difícil debido a una geometría demasiado constrictiva.
El limpiador de paquetes exterior BOSHIYA (ofrecido por un sistema de operación remota) proporciona 1500 bar (21750 PSI) de presión de agua directamente a las superficies exteriores del paquete de tubos. Los datos de campo publicados indican que esto equipos de limpieza intercambiadores supera la limpieza manual del paquete en 3 veces y reduce los costos en aproximadamente 50%. La operación remota también reduce el riesgo de lesiones de los trabajadores por agua a presión (chorro).
Para las refinerías que procesan crudos pesados, el funcionamiento de unidades de coquización produce depósitos densos de coque y asfaltenos que caen sobre las superficies del lado de la concha. El Limpiador de paquetes exterior maneja estos depósitos.
Limpieza de columnas y torres
Columnas de destilación y vasijas de reactor: se utilizan varios métodos dentro de las vasijas. Las columnas con bandejas se pueden canalizar para un tratamiento de vapor y se les puede lavar con agua cada bandeja. Las columnas llenas deben empaquetarse para su limpieza fuera del sitio y luego la carcasa del recipiente se puede limpiar con aerosol químico o agua a alta presión.
Limpieza de tanques
Los tanques de almacenamiento y los tambores de proceso están cargados con lodos, incrustaciones y trapos de hidrocarburos pesados. Las boquillas de limpieza automatizadas de tanques disparan soluciones químicas o agua caliente en un patrón automatizado sobre toda la superficie, trayendo cantidades prodigiosas de lodo. Esta lodo se bombea a un sistema de recirculación que recupera hidrocarburos reutilizables y concentra los residuos.
Equipo de soporte
Los camiones de chorro de agua a alta presión (hasta 40000 PSI) realizan preparación de superficie + depósitos pesados. Los camiones aspiradores eliminan lodos de alcantarillado y desechos líquidos. Los patines de recirculación química, unidades autónomas de uso general con par de bombas, calentador, pares de filtros y red dosificadora, estaban equipados con capacidad de circulación de circuito cerrado.
Muchas refinerías ahora filtran y reacondicionan soluciones químicas (circuitos) para diferentes conjuntos de intercambiadores antes de su eliminación; reduciendo ambos costos+volumen de residuos. Muchos operadores reutilizan la química reacondicionada en varios intercambiadores antes de su eliminación final.
1.500 bar
Presión de funcionamiento
3x más rápido
versus limpieza manual
50%
Reducción de costos
Seguridad y cumplimiento normativo durante la limpieza de turnos

La seguridad durante la limpieza de turnos está cubierta por regulaciones federales, estándares de la industria y procedimientos técnicos de cada empresa. El incumplimiento puede dar lugar a citaciones de OSHA o incluso a una muerte.
Entrada de espacio confinado después de la descontaminación
Antes de acceder a cualquier trabajador a un buque o al casco de un intercambiador, se deben excluir todos los peligros de contaminantes atmosféricos. Según OSHA 1910.146, se debe establecer un programa escrito de entrada a espacios confinados que proporcione pruebas atmosféricas, ventilación, cobertura de asistentes y procedimientos de rescate. Los permisos de entrada deben registrar LEL por debajo de 10%, oxígeno entre 19,5 y 23,5%, H2S por debajo de 10 ppm y benceno por debajo de 0,5 ppm a corto plazo.
Monitoreo Atmosférico Continuo
Las condiciones del gas dentro del equipo pueden fluctuar como gases residuales de hidrocarburos de las superficies del metal. API 2015 requiere el monitoreo continuo de la atmósfera durante la entrada. Los detectores de múltiples gases que mantiene cada miembro del equipo de entrada emiten alarmas si se detectan condiciones de deterioro.
En cada cambio de turno, es necesario confirmar las lecturas.
Requisitos específicos del benceno
OSHA 1910.1028 especifica un PEL de benceno de 1 ppm (TWA de 8 horas) y un STEL de 5 ppm durante 15 minutos. La EPA designa al benceno como cancerígeno del grupo A y NIOSH recomienda un REL de 0,1 ppm. El filtro de aire, descontaminación química, es el control principal para lograr esto antes de ingresar al recipiente.
EPI y controles ambientales
Los trabajadores que utilicen productos químicos de limpieza de manipulación deben usar trajes, guantes, protectores faciales y RESPIRADORES con materiales resistentes a los productos químicos. Las soluciones gastadas deben neutralizarse, probarse y desecharse de acuerdo con el plan de eliminación de residuos del sitio. Directrices API de seguridad en el trabajo describa los requisitos para el manejo de productos químicos durante las operaciones de respuesta.
Tener herramientas de limpieza especialmente diseñadas para el mantenimiento de intercambiadores reduce el contacto de los trabajadores con productos químicos tóxicos o equipos de alta presión parcial según el modelo de jerarquía de control que recomiendan OSHA y API.
Factores de costos y cronograma para la limpieza de recuperación de refinerías

Las soluciones de limpieza existentes para los costos de recuperación dependen del tamaño de la unidad, la gravedad de las incrustaciones y la ubicación de la refinería. Comprender el desglose de costos ayuda a los gerentes a presupuestar y comparar opciones.
Lo que impulsa los costos de limpieza de recuperación
Los principales impulsores de costos incluyen:
- recuento de equipos: cada recipiente, intercambiador y circuito de tuberías aumenta los costos de mano de obra, productos químicos y tiempo.
- Gravedad de la contaminación: las películas de hidrocarburos ligeros se limpian más rápidamente que el coque calcificado, las incrustaciones inorgánicas o los depósitos polimerizados.
- cantidad de producto químico: Química patentada premium a $15-50 por galón. Un equipo más grande significa que se requiere más solución.
- Tamaño de la tripulación: una tripulación de unidad mediana involucra entre 15 y 30 técnicos en horarios de 12 horas. Los sitios remotos aumentan los cargos por día.
- Gestión de residuos: Los residuos peligrosos especifican costes de gestión mucho más elevados.
Puntos de referencia de duración
Un cambio completo de refinería antes del reinicio tarda entre 20 y 45 días. La limpieza tarda los primeros 3-7 días. Ejemplos recientes:
35-45 zile
Tar de refinería de Deer Park
47 días
Refinería cooperativa Regina
$80M+
Presupuesto TAR de LIO Nanticoke
La limpieza química reduce con mayor frecuencia la finalización de la recuperación en comparación con la reducción únicamente mecánica. Abre con éxito el camino a 12-36 horas antes, los procesos químicos según el camino crítico. Con una producción perdida por valor de $500.000 a $1 millones por día, incluso ganar 1 día termina siendo factible.
Evaluación de proveedores de servicios
Al seleccionar un contratista de limpieza o sistemas de limpieza de haces de tubos, requiere documento de evidencia: antes y después de la limpieza, tiempo de entrada segura, referencias. No espere que la cotización más baja resulte en el mejor valor general, ya que los excesos cuestan millones diariamente.
Para obtener el inventario de limpieza completo, consulte nuestro catálogo de equipos de limpieza, luego explore cómo la limpieza automatizada de paquetes cumple con su plan de respuesta.
Preguntas frecuentes

¿qué es un cambio de rumbo en una refinería?
Ver respuesta
Un cambio de rumbo en una refinería es el cierre planificado de una unidad de proceso para mantenimiento, inspección y reparación. Ocurren cada 2 a 5 años por unidad, ocupan de 20 a 45 días y descontaminan, tiran, abren, inspeccionan, reparan y luego regresan al servicio.
¿cuánto cuesta la recuperación de una refinería?
Ver respuesta
Los costos oscilan entre $10 millones para una sola unidad y más de $100 millones para un cambio completo de refinería. El presupuesto de recuperación de IOL Nanticoke superó los $80 millones. La producción perdida añade entre $500.000 y $1 millones por día. Los costos de limpieza química representan aproximadamente entre 5 y 15% del presupuesto total de recuperación, pero los excesos de cronograma debido a una limpieza inadecuada tienen un impacto en los costos mucho mayor.
¿cuánto tiempo lleva la recuperación de una refinería?
Ver respuesta
La mayoría dura de 20 a 45 días en total. La limpieza lleva los primeros 3 a 7.
¿cuál es la diferencia entre un cierre y un cambio?
Ver respuesta
Un cierre es cualquier parada. Se planifica un cambio de rumbo con un alcance definido.
¿por qué es necesaria la limpieza de la refinería?
Ver respuesta
Elimina materiales tóxicos (hidrocarburos, H2S, sulfuro de hierro pirofórico, benceno) del equipo antes de la entrada de los trabajadores. Sin una limpieza adecuada, la entrada a espacios confinados suele ser fatal. OSHA registró 1.030 muertes en espacios confinados entre 2011 y 2018. El proceso también elimina la contaminación que degrada la transferencia y el rendimiento de calor durante el ciclo operativo posterior, lo que puede forzar un cierre anticipado no planificado si no se controla.
¿Qué puede hacer para prepararse para una recuperación segura de la refinería?
Ver respuesta
Comience con 6 a 12 meses de anticipación. Definir el alcance de la limpieza por equipo, reservar productos químicos, planificar permisos de desechos, movilizar equipos antes del cierre, desarrollar procedimientos de permiso para trabajar. Asegúrese de que el programa de limpieza sea administrado por un coordinador de limpieza dedicado que reporte directamente al gerente de recuperación.
¿por qué las refinerías utilizan la descontaminación química durante los cambios?
Ver respuesta
Velocidad. La desgasificación química hace caer el LEL de más de 100% a menos de 1% en 8 a 12 horas en lugar de 24 a 48 solo para el vapor.
¿necesita equipo de limpieza de recuperación?
Conecte su equipo a automatizado limpieza de paquetes sistemas en su próxima renovación de refinería.
Nuestra perspectiva
BOSHIYA Group tiene más de 110 años en fabricación industrial, con una división de limpieza de haces de tubos para equipos de mantenimiento. Escribimos sobre la limpieza de cambios de refinerías porque nuestros ingenieros de refinerías conectan cómo eliminar la suciedad del intercambiador durante los cambios directamente con consultas de refinerías. A continuación se muestra la experiencia de campo adquirida en plantas petrolíferas y petroquímicas de todo el mundo.
Referencias y fuentes
- Espacios confinados: peligros y soluciones ÑANOSHA
- Programa Nacional de Énfasis en Gestión de Seguridad de Procesos de Refinería de Petróleo ÑANOSHA
- Estándar de benceno 1910.1028 « OSHA
- Guía de bolsillo de benceno-NIOSH para peligros químicos --CDC/NIOSH
- Seguridad laboral en refinerías -api
- API 2015: Requisitos para un trabajo seguro en espacios confinados inertes -api
- Cambios de refinería 101 « AFPM
- Resumen de peligros del benceno « EPA
- investigación sobre sulfuro de hierro pirofórico ñan MDPI Sostenibilidad
![Guía de fabricación de recipientes a presión ASME: Requisitos de la Sección VIII [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


