
BOSHIYAと連絡を取りましょう

電動アーク炉 (EAF): プロセス、タイプ、製鋼ガイド
電気アーク炉 (EAF) とは何ですか?プロセス、種類、製鋼用途
内容
ショー
簡単な仕様: 電気アーク炉とは何ですか?

電気アーク炉は、グラファイト電極の角から電荷材料を通るライン電流で、直接対面電気アークで金属電荷に点火します。高濃度アークは、燃焼燃料をはるかに超える温度に達するため、EAF は、大量のスクラップのリサイクルと精密合金製造の両方において最高の選択肢となります。.
| パラメータ | 典型的な範囲 | 備考 |
|---|---|---|
| 炉の容量 | 1熱あたり1~420t | 1 tからの鋳造ユニット; 東京製鋼(DC)は420 tを実行します |
| アーク温度 | ~3,000 °C (5,400 °F) | アーク自体;電荷は 1,600 ~ 1,800 °C に達します |
| 変圧器 力 | 10 ± 150+ MVA | 中型プラント: 約 60 MVA; 400 ~ 900 V の二次 |
| 熱持続時間 (タップからタップへ) | 40~90分 | 80-t AC EAF の場合は約 50 分; 90 t 中出力の場合は約 60 ~ 70 分 |
| エネルギー消費 | 400 ± 500 kWh/トン | 理論上の最小値: 300 kWh/t;高度な 280 ~ 400 kWh/t |
| 電極タイプ | UHP グラファイト | AC: 3 つの電極; DC: 1 つの電極 |
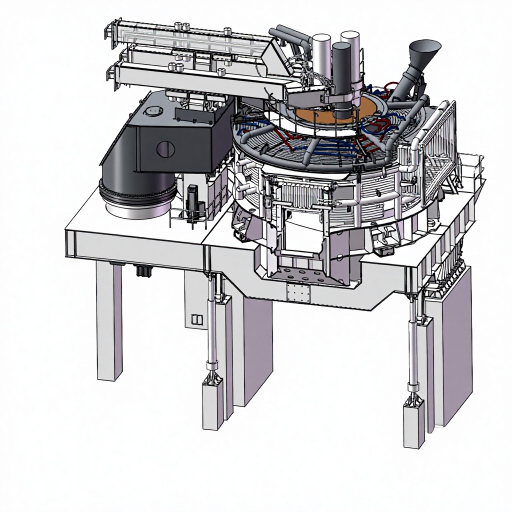
3 つの主要な構造セクションがすべての EAF を定義します シェル (側壁と下部スチールボウル)、 ハース (溶融金属を保持する耐火物で裏打ちされた下部ボウル)、および 屋根 (格納式またはスイングアウト式で、中央のデルタ地帯を通ってグラファイト電極をサポートします)。現代のプラントでは炉をオフグレードのレベルに上げることが多いため、取鍋やスラグポットを両端の真下に配置できます。.
電気アーク炉はどのように機能しますか?ステップバイステップのプロセス
単一の EAF 容器内で、オペレーターは複数のユニットにまたがる統合ミルのタスクを達成する必要があります: スクラップ装入物の溶解、脱リン化と脱炭の達成、温度の上昇、脱酸、脱硫、介在物の除去、化学組成と熱条件の両方の調整。その操作密度により、EAF プロセス制御は真に要求が厳しくなります。冷間装入からタップ熱までの EAF 製鋼プロセスを習得することは、プラントの健全な投資とエンジニアリングの決定の基礎となります。.
スクラップおよび金属原料: EAF の装入準備
- スクラップ充電. スクラップ鋼は、戦略的に層状になった大きなバスケット (「チャージバケット」) に装填されます。ベースで重い溶融物、アーク保護のために上部に軽い細断物。屋根が開いた状態で、バスケットの先端と冷たいスクラップが落ちます。充電オペレーターは、これを最もリスクの高い段階と考えています ⁄ 落下する金属の数千キログラムが、保持されている液体金属を上方に移動させます。予熱器は、バスケットが溶融工場に到達する前にオフガスエネルギーを回収する可能性があります。.
- メルトダウン(パワーオン). スクラップに電極を低く; アークは屋根を保護するために、電圧を下げて打たれます。アークが重い溶融層に穴を開け、周囲のスクラップによって遮蔽されると、電圧が増加し、アークの長さが伸びます ⁄溶融プールの形成を加速します。酸素ランスと側壁酸素燃料バーナーは、特に交流炉の炉床周囲近くのコールドスポットに化学熱を供給します。メルトダウンは、熱ごとに消費される総電気エネルギーの 60 ~ 70% を占めます。.
莠エンジニアリングノート ――ボアイン電圧管理: 電荷が4 分の3 以上溶けた後、アークは固体スクラップによって遮蔽されなくなります この段階で長時間にわたる高出力入力により、炉の屋根と側壁がアーク放射に直接さらされます オペレーターはこの遷移点で電力を削減しますが、リアルタイムのメルトプールセンサーがなければ、タイミングはオペレーターの経験に大きく依存します ⁄ 炉の音響を聞くか、スラグドアからの光の放出を観察します。.
- 精製します。 scrap の全充満が液体の形態で、付加的なスラグ - specifically 焼成された石灰およびドロマイトのモルタル - are は基本的なスラグ層を作り出すために導入されます。 酸素の注入は脱リン酸化し、除去しますリン、硫黄、ケイ素、アルミニウム、マンガン、また付加的なカーボン。 slag へのカーボンの同時注入はスラグを「泡立てる」、改善しますアーク遮蔽、熱効率、および電気効率の指標を放出します。 co のガスおよそ 1,530 C を下回る温度が、C -O の組合せ一時的に遅くなるか、または停止し始めます、そして逆転します(「サージ バック」); このプロセスは激しいスラグ オーバーフローを自動化された Lances を使用して温度および化学の実時間サンプリング起こります。.
- タッピング. 温度と化学の目標が達成されると、炉が傾き、溶鋼が偏心底タップ穴 (EBT) を通って予熱された取鍋に流れ込みます。 「ホットヒール」 ¤ 数トンの残留溶鋼とスラグ ¤ が次の装入物を予熱し、そのメルトダウンを加速するために放置されることがよくあります。そこから取鍋はaに移動します 取鍋炉(LF) 二次製鋼の場合 × 連続鋳造前の最終化学および温度調整 ×。最新の EAF では、鋼の装入からタップまでの各熱は 60 ~ 90 分間実行されます。.
冉 (とう) よくある誤解: 多くのエンジニアは、EAF の運転は高炉と同じくらい柔軟性が低く、一度に何年も継続的に稼働し、単純に「一時停止」することはできないと考えています。実際には、EAF は 1 時間以内に冷間始動でき、同じくらい早く停止する可能性があります ――これは、需要の変動や電力価格の変動に適応するプラントにとって、運転上の大きな利点です。.
AC 対 DC 電気アーク炉 ⁄ のタイプと構成

現代の製鉄では2 つの主要なEAF構成が主流です DCアーク炉は単一のグラファイト電極と導電性炉床リターンパスを使用します; AC設計は三相電源によって供給される3 つの電極を使用します それらの違いを理解することで、プロジェクトチームは生産規模、電源の制約、およびスクラップミックスに適した設計を詳細に選択できます 製鉄所構成指導, 、以下の主要なパラメータを比較します.
| パラメータ | AC (三相) | DC (単一電極) |
|---|---|---|
| 電極 | グラファイト電極 3 個 (三相供給) | 1 グラファイト電極+導電性炉床リターン |
| 容量範囲 | 鋳造単位は300+ tまで | 30 t~420 t(東京製鐵) |
| 電極消費量 | より高い (3 つの電極を同時に使用) | トンあたりの量が少なくなります (単一電極; 熱サイクルが少なくなります) |
| 電源品質 | 高調波歪み;グリッド上の目に見えるちらつき | より低い高調波; より少ないグリッドフリッカー |
| ハース均一性 | 電極間の熱い/冷たい点; バーナーは補償します | より均一な溶融浴撹拌 |
| キーの制限 | より多くの電極の破損の危険; 熱い点の耐火物の摩耗 | 導電性炉床のメンテナンスは長期的なボトルネックです |
| に最適な | ほとんどのミニミル;あらゆるグリッドインフラストラクチャ | 大容量、低電極コストの操作 |
勺 AC 対 DC 選択フレームワーク:
- 容量 < 100 t で、ユーティリティ インフラストラクチャが典型的な標準 AC 三相であり、実証済みの低リスクの代替手段です
- 容量 > 100 t、電極コストはかなりの変動運転費用 DC単電極は、より少ない消耗品を必要とします
- 弱いグリッドまたは電源品質の問題 DCはフリッカーと高調波歪みのペナルティをカットします
- 専門の合金鉄または炭化カルシウムの製造 無人運転には、浸漬電極チップを備えた同様のアーク加熱装置である浸漬アーク炉 (SAF) の使用を検討してください
DC アーク炉: 単一電極の構成と選択ロジック
DCアーク炉は、単一のグラファイトカソードと炉床に組み込まれた導電性底部アノードにより、均一な溶融浴撹拌を実現します。この設計により、電極消費量がACと比較して1トン当たり20~30%削減され、グリッドフリッカーが削減されます。 - グリッド料金が電力品質障害にペナルティを与える有意義な利点。電極コストが主な変動費要因となる場合、最大 420 t (東京製鋼) の大容量 DC アーク炉が主流です。.
EAF 主要コンポーネント ―― 電極、シェル、耐火物、炉の設計

EAFコンポーネントの完全性によって炉の生産性、安全性、消耗品のコストが決まります。 を管理するメンテナンスチーム向け 産業用メンテナンス機器 製鉄所では、各部品の仕様要件を理解することが効果的なターンアラウンド計画に不可欠です。 熱交換器バンドルの洗浄とチューブサイドのメンテナンスは、変圧器の冷却回路で並行して役割を果たします ⁄ 参照 熱交換器バンドル洗浄システム 製鉄所用途向け.
黒鉛およびカーボン電極: HP、SHP、および UHP グレード ガイド
莠エンジニアリングノート ――黒鉛電極仕様:
- HP (High Power): 直径200-600 mm、電流密度抵抗率15-25 A/cm 6.5 m
- SHP (超高出力): 250-450 mm 抵抗率 5.8 m;曲げ強度 11 MPa
- UHP (超高出力): 250-700 mm 30 A/cm 電流密度抵抗率 5.8 m 灰分 0.2%
- 標準の長さ: ねじ付き4TPIニップルで接合された直径セグメントによる1,600-2,700 mm
- 電極消費量: 液体鋼 1 トンあたり約 1.2-3.0 kg、グレードやプロセスによって異なります
- 推定コスト: $4.00-$7.00/kg (UHP から HP に等級付け) = 重要なプロセス コスト要素
電極グレードは変圧器のサイズに対応します: 鋳造および取鍋炉の使用のための HP、大容量 EAF 製鋼のための UHP。電極セグメントは上部セグメントの摩耗に応じて継続的に追加されます。.
炉シェル、炉底、屋根、耐火物: 構造システム
電極に加えて、他の4 つのサブシステムがEAF設計の有効性を支配します:
- 炉のシェル: 水冷鋼パネル (上半分) と耐火物で裏打ちされた下部カップ。溶鋼に水が接触すると、パネルの漏れにより水蒸気爆発の危険が生じます。.
- 耐火物ライニング(ハース):MgO-Cまたはドロマイトレンガの厚さ600 mmまで。時間内に除去;耐火物摩耗は、近くのスクラップが溶ける前に表面に衝突する高電圧アーク中に側壁で加速します。.
- 屋根: 耐火物ライニング式または水冷式 電極が通過する中央耐火物デルタをサポートします。スクラップ充電アクセスのための格納式またはスイングオフ設計。. 鋼鉄適用のための熱交換器の束の引き手 メンテナンスサイクル中に同様の重成分抽出の課題に対処します。.
- 炉底 (炉床): 液体金属プールを含む耐火物で裏打ちされたベース。熱電対アレイを介した定期的な底部厚さの監視 × → ブレークアウトのリスクを防止し、再ライン スケジューリングを決定します。.
- オフガスと集塵: EAF 塵は亜鉛、鉛、マンガン、六価クロムを吸収します - これは EPA (40 CFR Part 63 Subpart YYYYY) によると有害廃棄物です。米国 EPA は、約 130 の EAF プラントが規制されたスラグと粉塵を生産していると推定しています。資金の集塵 - EAF はそれなしではいけない; 新しい EAF には巨額の設備投資が必要です。.
電気アーク炉と高炉 (BF-BOF) の直接比較

EAFと高炉-基礎酸素炉 (BF-BOF) ルートは、プロセスのバリエーションだけでなく、真に異なる製鉄哲学を表しています。 どちらも、溶鋼を生産するための主要な製鉄ルートですが、その経済性は大きく異なります。 EAFの設備容量1 トンあたりの資本コストが低いことは構造上の利点ですが、BF-BOFの強みは、スケールの上端にある大量の平らな製品にあります。それらの間を選択する ¤ または一方から他方への変換を管理する ⁄ には、6 つの次元にわたる明確な比較が必要です 製鉄所向けEPCプロジェクトサービス, 、技術の選択はあらゆる下流の指定決定を推進します。.
| ディメンション | EAF (電気 アーク 炉) | BF-BOF(統合ミル) |
|---|---|---|
| 一次原料 | スクラップ鋼+ DRI/HBI/銑鉄 | バージン鉄鉱石+コークス炭 |
| エネルギー源 | 電気 (400 ~ 500 kWh/t) | 石炭/コークス (約 5,555 kWh 換算/t) |
| CO2 強度 | 0.6~0.7 t CO2/t 鋼 | 2.3~2.9 t CO2/t 鋼 |
| 資本コスト | ~$140 ~200/t 年間容量 (ミニミル) | ~$1,000/t 年間容量(統合ミル) |
| 運用上の柔軟性 | <1 時間でコールドスタート;自由に停止/開始します | 連続的;シャットダウン = 数週間の生産損失 |
| 鋼鉄等級の範囲 | 等級の~90%; DRIの付加との100% | すべての ULC/電気グレードを含むフルレンジ |
電気アーク炉は鉄鉱石から鋼を作ることができますか?
直接ではない。 EAFは、スクラップ鋼、直接還元鉄(DRI)、または熱練炭鉄(HBI)という、事前に還元された金属原料を必要とする。鉄鉱石は、EAFチャージミックスに入る前に、まずシャフト炉で還元する必要がある。天然ガスまたは水素を使用 ⁄ DRIを製造する。天然ガスを水素に置き換えると、プロセスの残りの CO2 排出量が排除されるため、この DRI-EAF ハイブリッドルートは現在、グリーンスチール生産の主要な経路である。.
莠プロジェクトシナリオマトリックス ――どのルートが合うか?
- スクラップベースのエリア + 脱炭素グリッド EAF ×最低設備投資、最低 CO、すぐに実行可能
- 新興市場 + 鉄鉱石の豊富さ + 安価な石炭 BF-BOF は依然として実現可能ですが、2050 年の炭素価格引き上げを待ってロックインのリスクがあります
- 新鮮な DRI/H 供給を使用したグリーン EAF ¢持続可能な戦略; CBAM免除; 95%のCO節約が達成可能
- 市場商品は、グリーンフィールド ミニミル (300 T 未満) (統合ミルよりも 5-7 安い設備投資) によって最もよく提供されます。より迅速に市場に投入されます
EAF が製造した鋼グレード ――炭素鋼から高合金まで

製鉄における誤解は、EAF鋼は「低品質」の製品であるということです。時代遅れです。 Tata Steel UKの報告によると、EAFプロセスは「高炉ができる鋼材のグレードの90パーセントをすでに[生産]でき、バージン鉄源(DRI/HBI/銑鉄)の追加により、最も要求の厳しい鋼材を作る能力が開かれる」ため、偽旗サプライチェーンは同じ品質の鋼材を生産できます。イタリアのアルヴェディとドイツのザルツギッター(EAF)はメルセデス ベンツに供給しています。オンタリオ州ハミルトンのアルセロール・ミタルのブルックフィールドは、ゼネラル・モーターズに70パーセント以上のリサイクル含有量の製品を供給しています。.
実際にグレード能力を決定するのは炉の種類ではなく、 原料の純度 ――具体的には、スクラップに対するバージン鉄の比率と、スクラップベースの溶融物から除去できない残留「トランプ元素」(銅、錫、亜鉛)のレベルです。.
| カテゴリー | グレードの例 | EAFの実現可能性 | キーの要件 |
|---|---|---|---|
| 炭素鋼 | ASTM A36、A572 | 嬴 完全 設立 | 標準スクラップチャージ |
| 合金鋼 | SAE 4140、8620 | 嬴 完全 設立 | タッピング時の合金鉄添加 |
| ステンレス鋼 | グレード304、316l | 潞標準路 | LC-FeCr (Cr ■ 60%, C ⇒ 0.3%) + AOD/VODリファイニング |
| AHSS (自動車) | DP600~DP1000 | 升膨張(米鋼大河) | 高純度スクラップミックス+精密な合金制御 |
| 工具鋼 | H13、D2 | 莠専門 EAFs | 小さい炉+真空の脱気 |
| 超低炭素/電磁鋼 | IF鋼、ケイ素鋼 | 姘️挑戦 | EAFでのより高いN2 吸収は有害です; 真空処理で可能です |
EAF のエネルギー消費と運用コスト ――何を期待するか
EAF製鋼における変動運転コストでは電気が支配的である。 (電気を駆動するもの)の理解 (Understanding what drives it ⁄ and how to reduce it (電気をいかに削減するか) (¢ Understanding what drives it ⁄ and how to reduce it (電気をいかに削減するか) (¢ Understanding what drives it ⁄ and how to reduce it ⁄)はプラント経済学の中心である。 (訳注: 電気を駆動するもの)フルプラントコストモデリングサポートについては、ボシヤ (Boshiya) のを参照 製鉄所のコスト見積もり そして 技術サービスとサポート.
400~500
鋼鉄1トン当たりのkwh
(産業ベンチマーク) を採用しています
(産業ベンチマーク) を採用しています
$35~60
トン当たりの電気代
($0.10/kWhで)
($0.10/kWhで)
1.2~3.0
kg グラファイト電極
1トン当たりの消費量
1トン当たりの消費量
8.9%
対約 5,555 kWh/t
BF-BOF (総エネルギー)
BF-BOF (総エネルギー)
エネルギー消費量は構成や運転方法によって大きく異なります。スクラップ予熱を備えた最新の EAF (コンクリートプロセス、シャフト炉) は、従来のバッチ充電範囲を大幅に下回る 280 ~ 400 kWh/t × ¢ を達成します。メルトダウンはピーク需要段階です。50 トンの EAF では、ボーリング中に 60 ~ 80 MW の瞬時電力が必要になり、精製段階では定格容量が 30 ~ 50% に先細になる場合があります。.
莠省エネレバー ――泡立つスラグの練習: 液体スラグ層に炭素(コークス微粉または石炭)を注入すると、CO 気泡が生成され、スラグが「泡立ち」、その高さが上昇してアークが完全に浸漬されます。断熱材として機能するこのフォームブランケットは、炉の壁や屋根に逃げるアーク放射を吸収して方向転換します。これにより、アークからの直接的な熱損失が軽減され、溶融物へのエネルギー伝達が改善され、耐火寿命が延びます。効果的な発泡スラグの実践により、熱損失が有意義に削減され、熱あたりのパワーオン時間が短縮されます。.
莠のヒント ――オフピークスケジューリング: EAF は短時間で大量の電力を消費するため、多くの製鉄所は、送電網の電力が最も安い時間帯にオフピークの電力網に合わせて暖房をスケジュールしています。 EAF は数分以内に開始および停止するため、この需要応答アプローチに独自に適しています ――高炉ではまったく対応できない柔軟性。.
EAF スラグ: ボリューム、構成、および再利用オプション
各熱により、鋼鉄 1 トンあたり 80 ~ 150 kg の EAF スラグが生成されます ⁄ 酸化鉄とマンガンを含むカルシウム - アルミナ - ケイ酸塩材料。高炉スラグとは異なり、EAF スラグの化学反応はスクラップ供給およびグレード目標によって異なります。製鉄所の経営者は、スラグから金属鉄を粉砕および磁気分離によって回収し、加工された材料を道路ベースの骨材またはセメントの原料として販売することで、廃棄物の処理コストを削減し、循環経済の認定をサポートします。.
EAF とグリーン製鉄 ―― 2026 年までの業界を形成するトレンド
鉄鋼生産量は世界のCO2 排出量の7~9%を占めている。 再生材料を工業規模で処理するEAFの能力 ⁄ 使用済みスクラップを新しい鉄鋼製品に変換する ⁄ バージン鉱石ルートに比べて構造的な炭素優位性を与える その優位性により、EAFは業界の脱炭素化移行のための事実上の技術選択となったが、戦略的状況はほとんどのエンジニアが期待するよりも早く進んでいる。.
2024年現在、EAFが代表を務めています 世界的な稼働製鉄能力の 32% しかし、加速しています 開発中のすべての新しい容量の49% ¤2022年の33%、2023年の43%から増加。.
IEAのNet-Zero Emissionsシナリオでは、2030 年までに37%のEAFシェアを目標としており、現在の開発パイプラインでは、その目標が初めて達成可能な範囲に収まっています。 世界的な生産能力におけるEAF生産のシェアが拡大し続ける中、EAF技術への投資 ¤ 高度なスクラップ予熱から水素-DRIシャフト炉の統合まで ⁄ が業界の脱炭素化の軌道を加速させています。.
向け 鉄鋼および金属プラント ソリューション 脱炭素化の移行に合わせて調整され、現在、グリーン スチールのロードマップを定義している 3 つの EAF パスウェイは次のとおりです:
洽 The Green Steel Carbon Math: How Grid Carbon Intensity Affects EAF's Advantage
EAFの0.6 ~ 0.7 t CO2/tアドバンテージは、平均的なグリッド強度を持つ電力から計算されます。 しかし、そのアドバンテージは世界的に均一ではありません:
- オン ア 再生可能グリッド (0.1 kg CO2/kWh): 450 kWh/t = ~0.045 t CO2/t ¢ ゼロ付近の EAF
- オン ア 米国の平均グリッド (0.4 kg CO2/kWh): 450 kWh/t = ~0.18 t CO2/t での EAF ――それでも BF-BOF 以下では 92%
- オン ア 石炭を多く含むグリッド (0.8 kg CO2/kWh): BF-BOF以下で450 kWh/t = ~0.36 t CO2/t ⁄ ~84%でのEAF、しかし利点は狭まる
プロジェクトの決定への影響: EAF の炭素利益は、グリッドの脱炭素化によって拡大します。再生可能電力地域の製鉄所は、石炭の多い送電網よりもはるかに多くの脱炭素化価値を獲得しています 1 ¢ そして、その価値は EU の炭素国境調整メカニズム (CBAM) によって強制され、2026 年 1 月から段階的に導入されます。.
よくある質問 ――電気アーク炉

電気アーク炉は何に使用されますか?
EAFはスクラップ鋼とDRIを溶かして鋳造用の溶鋼にします。バルク炭素鋼を超えて、ステンレス鋼、合金鉄、炭化カルシウム、特殊合金を製造します。鋳造EAF(1~10t)は溶融金属から直接部品を鋳造します。 ¤そして100%リサイクルスクラップを処理することで、鉄鋼の循環経済の中心に据えられます。.
電気アーク炉はどのように電力を供給されますか?
AC EAF は、専用の変圧器 (10 ~ 150+ MVA) を介して供給される三相電源によって駆動されます。 DC EAF は、単一の電極への整流された DC 電源と導電性炉床戻り経路を使用します。どちらのタイプも溶解に化石燃料を必要としません ⁄ アーク自体が 1,600 ~ 1,800° C に達するために必要なすべての熱を生成します。補助酸素燃料バーナーは、コールド スポットを予熱するために使用されることがありますが、総エネルギー入力のごく一部を占めます。.
米国には電気アーク炉が何基ありますか?
EAFベースの製鉄施設は全米で約90~100か所が稼働しており、EAFは鉄鋼総生産量の約70%を占めているが、世界的にはEAFが生産量の約30%を占めている。米国産業のEAFへの依存度の高さは、豊富なスクラップ供給、比較的クリーンな送電網、1969年からNucorが先駆けて開発したミニミルモデルを反映している。EPAは、規制されたEAFスラグを生成する約130の施設を追跡している。.
電気炉は石炭やコークスを使用しますか?
EAF は一次エネルギー源として石炭やコークスを使用しません ――これは高炉製鉄との基本的な違いです。しかし、通常、発泡スラグの精製段階では少量の炭素(石炭微粉またはコークス微風)がスラグ層に注入されるため、エネルギー効率とアークの安定性が向上します。この炭素添加量は、高炉で消費される数千キログラムのコークス炭ではなく、トン当たりのキログラムで測定されます。.
電気アーク炉は鉄鉱石から直接鋼を製造できますか?
いいえ、EAF には、スクラップ鋼、直接還元鉄 (DRI)、または熱練炭鉄 (HBI) などの、事前に還元された金属原料が必要です。鉄鉱石は、EAF チャージミックスに入る前に、まずシャフト炉で化学的に還元する必要があります (通常は天然ガス、またはグリーンスチール用途では水素を使用します)。 DRI と EAF の組み合わせは、CO2 排出量が大幅に削減された一次鋼を生産するための主要な経路です。.
電気アーク炉の主な欠点は何ですか?
EAF オペレーターが直面する主な課題は次の 4 つです: (1) 電気のコスト感度 ⁄ エネルギーは最大の変動費であり、グリッド価格はマージン競争力を直接決定する; 電力は、高関税市場における変動OPEXの約40 ~ 60%を表す; (2) 浮浪要素制御 ⁄スクラップには酸化できない残留銅、錫、亜鉛が含まれており、プレミアムスクラップまたは DRI がチャージミックスを補わない限り、高仕様グレードが制限されます; (3) より低いスループット天井 より大きい統合されたBF-BOFは最も大きい容積の平らな圧延されたプロダクトのための製粉します; および(4) グリッドのちらつきと電力品質 ○大型の EAF は重くて急速に循環する負荷を伴い、周囲の送電網ユーザーに影響を与える可能性があり、静的 VAR 補償器などの有効電力品質補償装置が必要になります。.
電気アーク炉を発明したのは誰ですか?
フランスのポール・エローは、製鉄用の交流電気アーク炉を開発、商品化し、1907 年に米国初の商業プラントを設立しました。それ以前のルーツは、ヴァシリー・ペトロフ (1803 年) とウィリアム・シーメンス卿 (1878 ~ 79 年) の実験に遡ります。現代鉄鋼では、Nucor が 1969 年から米国で EAF ミニミル モデルを先駆けて開発し、EAF を特殊工具から北米の支配的な製鉄ルートに変えました。.
EAF 製鋼: プロセスの背後にある装置
EAFプロセスを理解することは1 つのステップです ⁄ プラントを効率的に稼働し続けるには、チェーン内のすべてのコンポーネントに適切なメンテナンス機器が必要です。 Boshiyaは供給します 鉄鋼 金属プラント操業専用設備, 、トランス冷却回路のメンテナンス、熱交換器サービス、および製鉄所の熱伝達システムのためのバンドル抽出を含みます。.
プラントが EAF 構成オプションを評価する場合でも、稼働中のミニミルを維持する場合でも、当社のチームがお手伝いします。. 製鉄所設備専門家に相談してください
![ASME 圧力容器製造ガイド: セクション VIII 要件 [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


