
BOSHIYAと連絡を取りましょう

熱交換器のシェル側とチューブ側を掃除する方法: メンテナンス フィールド ガイド
内容
ショー
半年前に最大の熱伝達効率で動作したシェルアンドチューブ熱交換器は、現在、過剰なエネルギー費用で数千ドルの施設のコストを発生させている可能性があります ――そして、その原因は、当時の99%を超えるファウリングTMです チューブ側とシェル側の両方に堆積物が蓄積しますが、各蓄積ゾーンには異なる洗浄課題があります この記事では、両側の実証済みの洗浄手順を分離し、それらの違いを評価し、製油所、化学プラント、および発電所のメンテナンスオペレーターが現場で適用するトレードオフと選択基準を示しています。.
チューブ内の炭酸カルシウムの堆積物を洗浄する場合でも、シェル側バッフル プレートの周囲に蓄積する炭化水素を洗浄する場合でも、使用する洗浄の種類は、回復する熱伝達量と、熱交換器が動作状態に戻る速度に影響します。.
シェル側とチューブ側の汚れが 10 億ドルの問題である理由
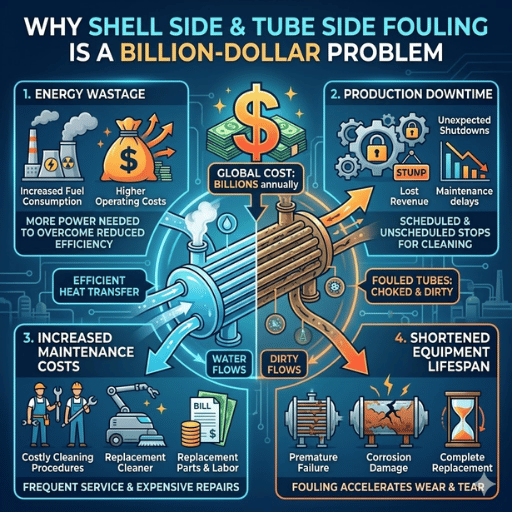
シェルアンドチューブ熱交換器の洗浄は後付けではありません - プラントの所有コストの一部です。熱交換器のチューブやシェル側のバッフルに堆積物が蓄積すると、熱伝達抵抗が上昇し、圧力降下が増加し、ユニットがディレーティングモードに向かって劣化します。.
0.25%
先進国におけるファウルにより失われたGDPのうち
$4.4B +
主要先進国全体の推定年間汚れコスト
35.4%
2025 年にシェルアンドチューブデザインが保有する市場シェア
米国エネルギー省のデータはオークリッジ国立研究所でまとめられました 米国の産業だけで発生するファウリングは、燃料消費、着座していないメンテナンスイベント、スループットの損失、生産量の減少などで年間数百ドルと推定されています。 Muller-Steinhagenは、先進国のGDPのおよそ0.25%、またはそれ以上で影響を推定しています 1TP44億4400万 米国、英国、ドイツ、日本の集合的な市場。.
損傷のコストは 2 つのカテゴリに分類されます。鉱物のスケーリング、生物学的成長、およびチューブ内の混入堆積物 - チューブ側の汚れ - スループットが制限され、熱伝達面が絶縁されます。バッフルプレート間の炭化水素コークス化、腐食堆積物、または混入堆積物 - シェル側の汚れ - はそれほど明白ではなく、シェル側が開くのがより困難な装置であるため、より多くの損傷を引き起こす傾向があります。.
涔️ よくある誤解
多くのオペレーターは、シェルの側が水で冷却されているため、それほど汚れていないと考えています。実際、シェル側のプロセス循環流体には、一般に、チューブの外壁やバッフルエッジにしっかりと付着する、より高濃度の重質炭化水素、ワックス、またはポリマーの堆積物が含まれています。標準的な洗浄技術を使用すると、簡単に剥がれ落ちません。.
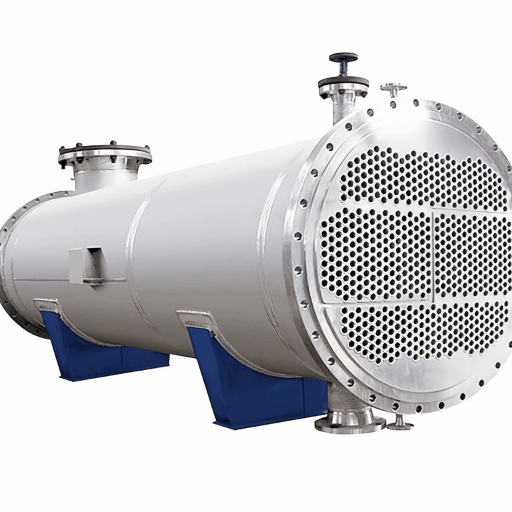
シェル側とチューブ側 ――それぞれのクリーニング課題を異なるものにするもの

洗浄技術を選択する前に、オペレータは、シェル側とシェルアンドチューブ熱交換器のチューブ側が根本的にどのように異なるかを認識する必要があります。チューブ側の加熱チャネルと冷却チャネルはチューブ構造によって十分に分離されており、適切に洗浄されると介在する堆積物の蓄積を避けます。対照的に、シェル側はチューブの外側を丸くし、流れを加速する曲率とバッフルギャップを蛇行させ、アクセスを妨げ、洗浄強度を制限します。.
| 要因 | チューブ サイド | シェル サイド |
|---|---|---|
| 物理的なアクセス | 直接 - ボンネットを取り外し、チューブの内側にランスまたはブラシを挿入します | 制限付き ⁄ バッフル、タイロッド、チューブバンドルの形状が直線的な進入を妨げます |
| 一般的な汚れの種類 | 鉱物のスケーリング、水スケール、生物的成長、粒子状堆積物 | 炭化水素コークス化、ポリマー残留物、腐食生成物、汚泥の蓄積 |
| バンドル構成への影響 | 最小 ――すべてのチューブ構成により、チューブ側へのアクセスが可能になります | 主要な ――固定チューブシートの設計により、化学循環がなければシェル側へのアクセスがほぼ不可能になります |
| 取り外し可能なバンドルオプション | チューブサイドクリーニングには必要ありません | フローティングヘッドまたはUチューブ設計により、外殻側洗浄用のバンドル抽出が可能です |
| 検出難易度 | チューブ側を横切る中程度の ⁄ 圧力降下は信頼できる指標です | 高 ―― シェル側の汚れは、熱性能が著しく低下するまで検出されないことがよくあります |
| 典型的なクリーニング時間 | 時間 (機械的) ~ 1 ~ 2 日 (化学的) | アクセスと汚れの重大度に応じて 1 ~ 5 日かかります |
構成の選択 = 固定チューブシート、フローティングヘッド、または U チューブ = は、利用可能な洗浄方法に影響します。剥ぎ取られたバンドル設計により、オペレーターはチューブバンドルを取り外して両側を外部に清掃できます。固定チューブはシェル側の内部を維持します。 = チームは、化学循環または特殊なロボット キットのみに依存して、分解せずに汚れを付着させることができます。.
💡 プロのヒント
新しい熱交換器を選択するときは、将来のメンテナンスアクセスを考えてください。化学製油所と石油化学製油所の両方の経験によると、フローティングヘッドユニットは最初は15-20%高価ですが、外洗濯用にバンドルにアクセスできるため、殻付き洗浄コストが大幅に低くなります。.
チューブサイドの洗浄方法 ―― 化学的、機械的、自動化された

熱交換器の管のクリーニングは一般に3 つのカテゴリーの1 つに、それぞれ適した別の沈殿物のタイプ、管の材料、および回転のスケジュールに分類されます。 、正しい選択をするために、あなたの管の内部を汚す何であるか、沈殿物がいかに粘り強いか、およびどの位速くあなたの単位をサービスに戻すために必要とするか理解して下さい。.
化学クリーニング
化学洗浄サーキュレートとは、酸溶液、アルカリ溶液、または溶媒をチューブ側にポンプで送り込み、物理的接触なしに堆積物を除去することです。よく知られている化学物質には、鉱物スケーリング用の塩酸 (HCl)、有機汚れ用の水酸化ナトリウム (NaOH)、ステンレス鋼熱交換器チューブ上の軽水スケール用のクエン酸などがあります。必要な堆積作用と使用する化学物質の量に応じて、洗浄には 4 ~ 24 時間かかります。.
腐食制御研究中であっても酸洗浄のプロセス ()サイエンスダイレクト)酸がチューブ材料を汚さないように抑制剤を流し続けることが重要になります。特に熱交換器チューブステンレス鋼の場合、化学物質中の塩化物の存在が応力腐食割れを引き起こす可能性があります。 ~チューブが爆発するまで見られない最終的な破損。.
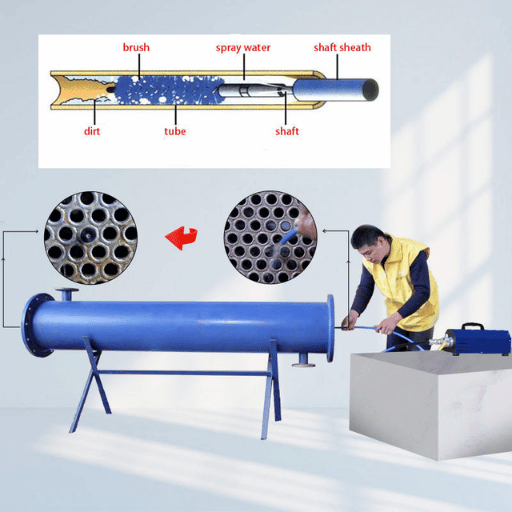
機械的クリーニング
機械式熱交換器チューブの洗浄には、各チューブの穴から挿入されたワイヤー ブラシ、スクレーパー、またはドリル タイプのクリーナーを使用した物理的な汚れの除去が必要です。オペレーターが各チューブに個別にツールを押し込み、ハーダイトの汚れや、化学薬品に屈しないカルシウムや生物学的汚れに優れた結果をもたらします。.
バッチ洗浄ファウリングの場合、ハイドロブラストとも呼ばれるハイドロブラストと呼ばれる技術を使用して、ランスとノズルを通して最大 40,000 PSI の高圧で水を推進します。ジェットは、酸洗浄に必要な化学薬品を使用せずにチューブ内部からファウリングを除去します。半自動マルチランスユニットは、洗浄メーカーの機器仕様に基づいて、シングルランスユニットを使用した手動穿刺よりも 3 対 1 速く洗浄します。.
自動チューブ洗浄システム
自動熱交換器チューブ洗浄システムは、複数のランスの複数のユニットを使用 ー 1 つ、2 つ、3 つ、5 つを一度に ー 遠隔操作または有人コンソールから操作します A チューブ サイドバンドル クリーナー オペレーターを高圧水への曝露から保護し、手動シングルランス システムよりも洗浄速度を 50-75% から向上させます。.
| 方法 | ベスト フォー | 圧力範囲 | Turnaround Time | 廃棄物の処理 |
|---|---|---|---|---|
| 化学洗浄 | スケーリング、有機フィルム、固定管板ユニット | N/A (循環) | 4~24時間 | 有害化学物質の廃棄が必要です |
| マニュアルランス/ブラシ | 軽度から中程度の汚れ、小さな束 | 10,000 ~ 25,000 PSI | 1~3日 | 水のみ(廃棄物は最小限) |
| 自動化されたマルチランス | 大きなバンドル、重い汚れ、タイトなターンアラウンド | 10,000 ~ 40,000 PSI | 1日までの時間 | 水のみ |
- ✔
管材料を保障して下さい(sanityは炭素鋼、ステンレス鋼、合金鋼の等級の指定表を点検します) - ✔
20,000 PSI を超えるハイドロブラスト処理の前に、チューブの壁の厚さ (UT ゲージング) を確認してください。. - ✔
チャネルヘッドへのアクセス中は、常にプロセスをブロックしてブリードしてください。. - ✔
動作圧力に定格された正しい装置を使用してください。ノズルの PSI 定格を超えることはありません
シェルサイド洗浄方法 ――CIP からロボットジェッティングまで

シェル側は、熱交換器の洗浄作業の中で最も困難な半分です。シェル側の形状 (6 ~ 24 インチごとにバッフル プレートが並んで詰められたチューブ) (6 ~ 24 インチごとにバッフル プレートが並んで詰まったチューブ) (ファウリングが集まり、従来の洗浄装置が到達できないデッド ゾーンを作成)。この課題には 3 つの主要なアプローチが対処しており、それぞれのアクセス要件とファウリングの除去効率は異なります。.
化学循環 (CIP)
現場洗浄 (CIP) 洗浄は、チューブの束を取り外さずに薬液をシェル側まで循環させます。ポンプは、洗浄薬 (多くの場合、苛性または酸性の溶液) をシェル入口を通ってバッフル周囲を通って排出ラインの外に駆動します。このアプローチは、光スケーリングや生物学的汚れなどの可溶性堆積物で最もよく使用されます。束を抽出できない固定チューブシート交換器の場合、シェル側の洗浄には CIP が唯一の実用的な選択肢となる可能性があります。.
CIP が失敗する場所に到達します。化学溶液は最も抵抗の少ない経路をたどります。つまり、密に配置されたバッフル間の濃厚な汚れゾーンは循環不良になる傾向があります。オペレーターは、化学物質の接触がすべての汚れ表面にあることを確認するために、流量、温度、浸漬時間を慎重に調整する必要があります。使用済みの化学物質は、地域の環境規制に従って廃棄してください。ただし、ほとんどの酸および苛性溶液は排出前に中和する必要があります。.
高圧ウォーターブラスト
チューブバンドルが取り外し可能な場合、高圧ウォーターブラスト洗浄は外側からシェル側をターゲットにします。オペレーターは、手持ち式ランスまたは固定式ノズルキャリッジを介してチューブ列間のウォータージェットを指示します。通常、動作圧力は 10,000 ~ 25,000 PSI の範囲で、流水量は毎分 10 ~ 100 ガロンです。.
従来のシェル側ウォーターブラストには重大な欠点があります: バッフルプレートと密に詰まったチューブ間のギャップにより、ウォータージェットがバンドルを貫通できる深さが制限されます。フィールドレポートによると、従来のシェル側ブラストでは、通常、内部の列から30-50%の汚れしか除去されません。 、からのデータに基づいています エネルギーフォーカス (EIC Horizon 2020 研究).
ロボットおよび自動シェルサイドジェッティング
次世代のシェルサイド洗浄システムは、6 ミリメートルもの狭いチューブ列の間を通過するロボットランスを採用しています。これらのシステムは、事前に設定された圧力で指向性ウォータージェットを送り出し、ランスはバッフルやタイロッドの周囲を自律的にスキャンします。結果: 手動ブラストに典型的な 30-50% と比較して、90%+ の汚れ除去を確実にしました。 - 従来のブラストで消費される毎分 100 ガロンと比較して、毎分 2 ガロンも使用します。.
各洗浄旅行中に、ロボットランスは詰まり、チューブの欠陥、バッフルの位置のずれを検出できるため、ヒートマップ、前後の画像、バッフル距離測定を含む詳細な検査レポートが提供されます。この二重の目的 - 洗浄と検査 - により、個別のシェル側検査ステップの必要性がなくなります。.
涔️ よくある間違い
シェルサイドのクリーンアウト操作を設計する際にバッフルピッチを考慮しないと、時間が失われ、汚れの除去が不十分になります。 「バンドルのバッフルピッチが 6 未満の場合」と交換機データシートのバッフルピッチデータと照合すると、標準ハンドランスが内部のチューブ列に到達できなくなります。交換機データシートに相談する前にバッフルピッチデータを確認し、タイトピッチバンドルのクリーンアウトに最も効果的な洗浄方法と頑丈な機器を選択してください。.
熱交換器に適切な洗浄方法を選択する方法
最終的に、すべての熱交換器に適切な洗浄技術は存在しません。 4 つの要素が選択に影響します。洗浄される汚れ (スケーリング、有機蓄積、腐食生成物)、チューブ材料 (炭素鋼、ステンレス鋼、銅、チタン)、交換器の構成 (固定チューブシートまたは取り外し可能なバンドル)、およびシャットダウンの許容時間です。.
| 汚れのタイプ | 固定チューブシート | リムーバブル バンドル |
|---|---|---|
| ミネラルスケーリング(CaCO3、ウォータースケール) | 化学洗浄 (阻害剤を含む HCl) ¤ チューブ側; CIP ⁄ シェル側 | バンドルプル後の両側のハイドロブラスト |
| 炭化水素コークス化/スラッジ | 苛性ソーク + 溶剤フラッシュ シェル側での効果が限定的 | ロボットシェルサイドジェッティング+機械チューブサイドクリーニング |
| 生物学的汚れ/藻類 | 殺生物剤循環+ NaOHフラッシュ | 低圧洗浄+殺生物剤処理 |
| 腐食製品/錆 | 腐食防止剤による酸洗浄 ⁄ pH を注意深く監視します | 研磨ブラスト+酸洗浄+不動態化 |
| 混合/不明なデポジット | 実験室分析最初→カスタマイズされた化学プログラム | 結果に基づいて、プルバンドル→ラボサンプル→クリーン |
私たちのチームは、最適な洗浄プロセスを選択するために、4 段階の意思決定プロセスの必要性を提案しています:
- 堆積物をサンプリングします。 - 洗浄剤を引っ張ったり、方法をチェックしたりする前に、チューブまたはシェルの側面を引っ張って汚れの組成を決定します。.
- チューブの材料適合性が良好であることを確認します。チューブの材料が洗浄剤に耐えられるかどうかを確認します。阻害剤を含む HCl の場合、炭素鋼はサポートできます。CS 2 では、塩化物応力腐食割れを防ぐために、代わりにクエン酸または硫酸を使用する必要があります。.
- 交換器の構成を正確に評価すればするほど、チューブシートは化学洗浄に限定されます チューブバンドル洗浄装置 現場レベルでは、取り外し可能なバンドルにより機械的およびハイドロブラストが可能になります。.
- ダウンタイムとコストを比較検討します。 - 化学洗浄には時間がかかる場合がありますが、時間のかかるバンドルの牽引は回避されます。 ハイドロブラストはより高速ですが、クレーンとレイダウン領域が必要です。ダウンタイム 1 時間あたりの生産損失の価格を含めます。.
涔️ 材料の適合性に関する警告
熱交換器の洗浄において最も広く行われている高価なエラーは、正しい阻害剤や濃度試験を行わずにステンレス鋼またはチタン交換器のチューブに HCl を使用することです。塩化物イオンが不動態酸化物層に浸透し、孔食を引き起こしてチューブの壁を弱めます。動作中にチューブが破損すると、高圧チューブ側の流体がシェル側に漏れ出し、過圧イベントを引き起こす可能性があります。.
これらの化学濃度は、交換器データシートに示されているチューブ材料コードと一致していることが不可欠です。.
予防メンテナンス ――シェルとチューブ交換機の洗浄時間を長く保つ

シェルとチューブの熱交換器のメンテナンス プログラムは、単なる反動的なクリーンアップではありません よく確立された予防体制は、間隔を延長し、緊急停止を回避し、割り当てられた寿命の間、適切な熱交換器の性能を維持することです 汚れの防止自体よりもはるかに有利なアイデアです。.
- ✔
月刊: 入口/出口の温度差とシェル側とチューブ側の両方の圧力降下を監視します。 - 熱性能が目に見えて低下する前に、圧力降下の上昇により汚れの蓄積が通知されます - ✔
四半期ごと: ガスケットとシールの漏れを検査します。 ――たとえ軽微な漏れであっても、チューブの汚れや腐食を促進する汚染物質が発生します - ✔
半年ごと: サンプルおよびテスト冷却水の化学 -結果に基づいて水処理プログラム (腐食防止剤、殺生物剤、アンチスケーラント、pH 制御) を調整します - ✔
毎年またはターンアラウンド時: 目視管側面検査のための開いたチャネル ヘッド; 貝側面の汚れの評価および周期的なクリーニングのための引きバンドル(取り外し可能な場合) - ✔
進行中: 微粒子が交換器に入る前に微粒子による汚れを防ぐために、チューブ側の上流に入口ストレーナーまたは濾過を設置します
水処理により、汚れが変化の両側で最小限に抑えられます。冷却水側では、正しい殺生物剤の投与により生物学的汚れが防止されます。プロセス側では、最小設計速度を超える正しい流体速度を維持することで、チューブ表面上のガンクや残留物の蓄積が除去されます。.
さらに、スケール防止化学物質を使用すると、鉱床の蓄積が大幅に減少します。.
💡 プロのヒント
各洗浄から洗浄までの間隔を数か月で追跡する 1 回のターンアラウンドに対して熱伝達効率を合わせる 間隔が短くなっているか 水処理プログラムや運転条件の何かが変化している 洗浄率を上げて交換機を時期尚早に取り替えるのではなく、問題を解決する 適切なサイズ、速度、水処理を合わせると、パフォーマンスが向上し、寿命が延びます BOSHIYAの管側面のクリーニング解決 そしてあなたのメンテナンスプログラム.
ケーススタディ ――現実世界のシェル側とチューブ側の洗浄結果
理論は素晴らしいですが、現場の結果がすべてを証明しています。 2 つの事例履歴により、さまざまな洗浄技術の有効性、熱伝達率の向上、差圧測定値、およびバンドルターンアラウンドの削減が明らかになりました。.
ケーススタディ 1: 製油所のシェルサイドの汚れの除去
バッフルプレート間の炭化水素コークス化により、石油精製所の固定チューブシート熱交換器のシェル側の差圧が 40 PSI 増加しました。ウォーターブラストでは、堆積物を除去できるのは 35% のみでした。ロボットジェット化を導入した後、乗組員はターンアラウンドから 18 時間で 92% の汚れに到達することができました。 - 交換器を元の熱伝達係数の 5% 以内に戻すことができました。水の使用量は 100 GPM から 5 GPM に減少し、その結果、廃棄コストが 90% を超えて削減されました。.
92%
汚れ除去
18時間
総洗浄時間
95%
熱伝達回復
ケーススタディ 2: 化学プラント チューブ バンドルクリーニング
炭酸カルシウム堆積物からの激しいチューブサイドスケーリングにより、熱伝達効率が推定30%低下しました。 運転クルーは、500 チューブバンドル全体で15,000 PSIで自動マルチランスハイドロブラストを使用しました。 自動穿刺により、クルーは6 時間で500 チューブを洗浄することができました ~ 手動穿刺で2 人のオペレーターが丸3 日かかった作業 洗浄後のUTゲージングにより、0対0 のチューブ壁が薄くなることが検証されました。 バンドル洗浄により、熱交換器は以前に評価された熱容量に達することができました; 新しい交換器のコストの約1 パーセントを節約できます。.
500 チューブ
6 時間で掃除
75%
手動よりも高速です
$180K
交換は回避されました
よくある質問frequently Asked Questions

Q: 熱交換器のシェル側をどのように掃除しますか?
回答を見る
2 つの方法は、シェル側の洗浄の大部分をカバーします。 clean-in-place (または CIP) は、束を除去せずに堆積物を崩壊させるためにシェルを通して化学溶液を循環させます {固定チューブシートタイプに推奨されています。 10,000-25,000 PSI での高ブラスト (または HK) は、チューブの外側にある取り外し可能な束を対象としています。ロボット ジェッティング システムは、バッフル間を自動的に移動して汚れを露出させ、すべてのチューブで同時に検査レポートを作成します。.
Q: シェルとチューブの熱交換器に最適なチューブ洗浄方法は何ですか?
回答を見る
それはすべて堆積物の種類に依存します 化学洗浄は可溶性スケーリングで良いです ブラシまたはスクレーパーは平均的な硬質堆積物に対処します 10,000-40,000 PSIでのハイドロブラストは汚れの一部を吹き飛ばします 厳しいターンアラウンドスケジュールを備えた大きなバンドルの場合、自動化されたマルチランスシステムはチューブあたりの人件費が最も低く、最速の洗浄を実現します。.
Q: 熱交換器から汚れを取り除くのにどれくらい時間がかかりますか?
回答を見る
ターンアラウンドタイムは、汚れの重症度、交換機のサイズ、および選択した洗浄方法によって異なります。化学薬品が4-24時間循環します。手動チューブサイドランシングは、小さなバンドルの場合は数時間かかります。大型ユニットの場合は最大2-3日かかります。自動マルチランスにより、50-80%短縮されます。シェルサイドロボットジェッティングにより、ほとんどの標準的な交換機を12-24時間で洗浄します。バンドルの抽出、検査、完全な引きが必要な場合の再組み立てに余分な時間を追加します。 - タイロッドと重いフランジを備えた大きなシェルでは、1-2日かかる場合があります。.
Q: シェルとチューブの 10/13 ルールは何ですか?
回答を見る
10/13 ルールはシェルアンドチューブ熱交換器の圧力設計基準です このルールは、低圧側の設計圧力が高圧側の設計圧力の10/13 (~ 77%) 以上であることを要求します 試験圧力が設計圧力の130% (10/13 = 1/1.3) であるASME静水圧試験要件に由来します。.
チューブ破裂による過圧を防ぐのがルールです(高圧側の加圧流体が任意に低圧側に入る場合)。.
Q: 束を引っ張ることなく固定チューブシート交換機を掃除できますか?
回答を見る
はい、そのような選択肢はほとんどありませんが、可能な場合は、チューブ側を機械的に洗浄します。 ーこれを行うには、チャネルヘッドを取り外し、各チューブを通してランスまたはブラシを挿入できます。ただし、シェル側では、通常は困難です。 ー化学循環(CIP)が最初の選択肢であり、シェルを通して洗浄液をポンプで送り込み、所定の位置に堆積物を溶解します。.
ノズル開口部からアクセスできる特定のタイプのシェル側にはロボットによるアプローチがありますが、バッフル間隔と汚れの重大度に大きく依存します。 CIP が故障する重度の汚れ状態にある固定チューブシート熱交換器では、交換器を取り外し可能なバンドル設計に置き換えるしか選択肢がない可能性があります。.
Q: 熱交換器の洗浄にはどのような化学物質が使用されていますか?
回答を見る
典型的な洗浄化学物質は、ミネラルスケーリングとカルシウム堆積物に塩酸(HCl)、有機汚れとグリーシングにNaOH、ステンレス鋼のライトスケーリングにクエン酸(塩化物腐食のリスクを除去)、塩化物感受性チューブのHCl代替品として硫酸、炭化水素またはポリマー堆積物に特別な溶媒を使用することです。酸洗浄には、洗浄された金属の中和と不動態化に加えて、採取されたチューブの表面が確実に保護されるように、腐食防止剤を常に添付する必要があります。.
シェルサイドまたはチューブサイドの清掃装置が必要ですか?
BOSHIYA グループは、世界中の石油精製業者、化学プラント、発電所にチューブ バンドル プラー、チューブ サイド クリーナー、シェル サイド クリーニング システムを提供しています。.
このガイドについて
この記事は、熱交換器洗浄プロジェクト; 石油精製所、石油化学処理および発電施設を含むからのフィールドデータに基づいてBOSHIYAグループのメンテナンスエンジニアリングチームによって書かれています。 、圧力基準および所要時間の洗浄方法の比較は、文書化されたプロジェクトの調査結果および公式に公表された業界の研究に基づいています; 見積もりではありません。 BOSHIYAはチューブバンドル洗浄装置を製造およびレンタルしているため、その方法が明らかな利点がある限り、当社の視点は主に機械的に自動化された洗浄に焦点を当てています。.
参考文献と情報源
- 米国産業における熱交換器の汚れのコスト ――米国エネルギー省、オークリッジ国立研究所
- 熱交換器の汚れによる世界的なコストを見積もる ――HeatX Global (ミュラー シュタインハーゲン分析)
- 化学洗浄 ――熱交換器の酸洗浄中の腐食制御 ――サイエンスダイレクト/エルゼビア
- 汚れ除去における世界初 (EU Horizon 2020 Research) ――エネルギー産業評議会
- 熱交換器における汚れとは何ですか?原因、検出、予防 ――CSI デザイン
- 熱交換器予防保守チェックリスト ――フィールドインサイト
- 熱交換器の汚れ係数: 重要性、計算、2026 年の基準 ―― EPCLand
![ASME 圧力容器製造ガイド: セクション VIII 要件 [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


