
BOSHIYAと連絡を取りましょう

製鋼における連続鋳造: プロセス、装置、およびキャスターの選択がどのように機能するか
内容
ショー
連続鋳造は、1950 年代以前の製鉄を支配していたインゴットルートを置き換える、単一の途切れることのないストランドで溶鋼を直接固体のビレット、ブルーム、スラブに変換するプロセスであり、現在では、90 以上の世界の粗鋼の%に相当します ー イリノイ大学によって定量化された年間5 億トン以上 連続鋳造コンソーシアム ¤ そして、液体金属と、最新のあらゆる下流の圧延、鍛造、機械加工プロセスとの間のインターフェースを定義します 製鉄 プラント 設備 ライン.
このガイドは、新しいキャスターまたは改造を検討しているプラント エンジニア、EPC 調達担当者、およびオペレーターを対象としています。7 段階のプロセス、主要コンポーネント、鋳造製品の形状、インゴット鋳造に対する影響、鋳造できる材料、およびプラントの容量に関連するキャスター選択マトリックスについて説明します。将来の展望セクションでは、鉄鋼が脱炭素化に向けて進むにつれての技術の方向性について説明します。.
クイック スペック
| プロセスの種類 | ストランド鋳造(連続凝固、定常状態) |
| 鋳造スピード(スチール) | 1 ~ 8 m/分 (ビレットが最大 4 m/分、スラブが約 1.4 m/分) |
| 鋳造速度(アルミニウムDC) | 0.03~0.1m/分 |
| フォームを出力します | ビレット (200×200 mm) ・ スラブ (180 ~ 250 × 500 ~ 2200 mm) ・ ラウンド (140 ~ 500 mm) ・ ストリップ (2 ~ 5 mm) |
| 出口の金型シェル | 6~20mm |
| 冶金学的長さ | 10 ″40 m (スチール製カーブキャスター) |
| グローバル 採用 | >90 粗鋼の% ・ ~500 Mt/yr (鋼) + 20 Mt (Al) + 1 Mt (Cu) |
| 参照規格 | ASTM A788、EN 10084、AISI/SAE グレードの仕様 |
連続鋳造とは何ですか?
ストランド鋳造としても知られる連続鋳造は、溶融金属が水冷された金型に対して凝固し、部分的に凝固したストランドが一致する速度で金型の底から引き抜かれる定常状態のプロセスです。液体金属は上部から入り、固体部分は底部に出現し、鋼材の投入が中断されるまで走行が続きます ――通常、タンディッシュごとに連続し、1 時間から数週間続くこともあります。.
連続鋳造は、溶鋼を個々のインゴット型に浸し、追い出し、浸漬ピットで再加熱し、一次圧延機で分解するという古いルートに取って代わりました。ヘンリー・ベッセマー卿は、1857 年に 2 つの逆回転ローラー間で鋳造する作業の特許を取得しましたが、鉄鋼業界で商業的に活躍させるための主な革新は、ユンハンスが 1934 年に発明した「ネガティブ ストリップ」原理による垂直型振動であり、凝固シェルが型の壁に付着するのを防ぎました。製鉄所は 1960 年代を通じてこの技術を広く採用し、連続鋳造は 1980 年代半ばに従来のインゴット ルートをトン数で上回りました。.
現在、最新の統合ミルおよび電気アーク炉ミニミルのほとんどすべてにおいて、連続鋳造がデフォルトのルートです。アルミニウムと銅も継続的に鋳造されますが、主要なアルミニウム形式は連続ストランドとしての半連続直接冷却 (DC) 機械です。.
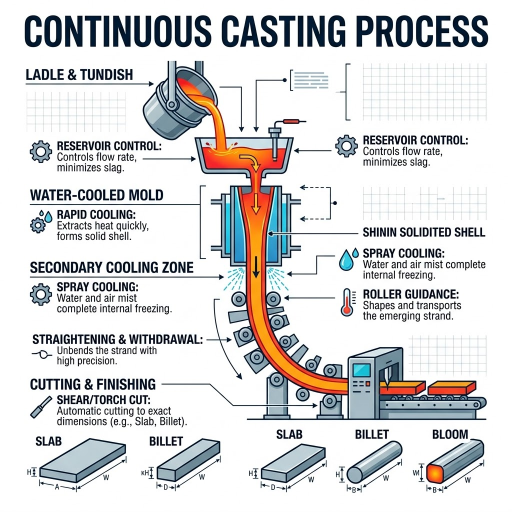
連続鋳造の仕組み: 取鍋からカットストランドまで

最新のスチール製キャスターは、流体パイプラインとして動作します。液体金属は、ティーム柄杓で機械の上部に入り、底部で冷却されたストランドとして出て、管理可能な長さに切り取られます ――下流圧延機が独自の喫水をスケジュールしている間、キャスターの引き出し速度を迂回します。.
スチールキャスターの流れは、次の 6 つの物理段階を経ます:
- お玉とタレット ⁄ teemed お玉は、キャスターの真上の回転する 2 ポジションのタレットに座っています。 1 つのお玉はキャストに供給され、次のお玉は「オフキャスト」で準備され、最初のお玉が空になったときに切り替わります。この引き継ぎが連続鋳造の名前の由来です。お玉が交換される間、ストランドは決して止まりません。.
- タンディッシュ ⁄ 溶融材料は耐火シュラウドを通ってタンディッシュ リザーバーに流れ込み、使い捨てのタンディッシュ ボードが並んでおり、簡単に交換できます。このバッファーは流れが各金型に急増するのを均一にし、酸化物介在物をスラグ層に浮かせて金属をよりきれいにします。.
- 水没進入ノズル (SEN) と金型 ⁄ 金属は別の耐火シュラウドを通ってタンディッシュを出て、深さ 0.5 ~ 2 メートルの水冷銅金型に入ります。銅金型は垂直方向に振動するか、湾曲した経路上でわずかに垂直から外れます ――シェルが壁に付着するのを防ぐため;金型粉末の薄い層が鋼製メニスカスに接触すると溶け、隙間が潤滑され、残っている介在物が閉じ込められます。.
- 一次冷却とシェルの形成 (金型内) では、鋳造内部が液体のままである間に、6 ~ 20 mm のシェルが銅壁に対して急速に形成されます。ストランドは金型の底部からスプレーチャンバーに出ます。.
- 二次冷却 ⁄ ウォータースプレーと水冷ローラーは、ストランドがスプレーチャンバーを通過するときに表面熱を抽出します。ロールは、まだ溶融しているコアの静鉄圧にも耐えるため、正確に位置合わせする必要があります。.
- 湾曲したエプロン鋳造機で矯正およびトリミング (整流およびトリミング) - 湾曲したエプロン鋳造機では、矯正ローラーが部分的に固体のストランドを曲げて水平軸に戻します。鋳造物が冶金学的長さ (鋼の場合は 10 ~ 40 m) に達すると、ストランドは機械ハサミまたは酸素アセチレントーチによってスラブ、ブルーム、またはビレットに切断されます。.
嬴工注
最新のスチール製キャスターは 1 ~ 8 m/min で動作し、上端にビレット機械 (通常は約 4 m/min) があり、従来のスラブ機械は約 1.4 m/min です。鋳造速度は許容液体コアの長さによって決まります。十分なシェルが形成される前にストランドが金型から出た場合、静鉄圧によりブレークアウトが発生します。引き出し速度、金型の水流、スプレーチャンバーの冷却は、タンディッシュと金型の電磁レベルセンサーとストランド経路に沿った熱センサーを利用したプログラマブルロジックコントローラーによって調整されます。.
連続鋳造の段階的なプロセスとは何ですか?
6 段階のシーケンスが実用的な最短の答えを捉えています: 溶鋼を取鍋に叩き込み、キャスターの上のタンディッシュに移し、浸漬入口ノズルを通して水冷銅型に供給し、型が振動する間にシェルの一次凝固を可能にし、二次冷却スプレーとサポートロールを通してストランドを引き抜き、その後真っ直ぐにして長さに切断します。各ハンドオーバーは前のリザーバーによって緩衝されているため、ストランド自体は定常状態にある間決して動きを止めません。イリノイ大学連続鋳造コンソーシアムのエンジニアは、定常状態状態を、固体液体界面が基準となる金型フレーム内で一定の位置を保持する状態であると説明しています。これが、連続鋳造プロセスを他のすべての鋳造方法から区別するものです。.
連続鋳造機: 主要コンポーネント
連続鋳造機の各ステーションには、明確な技術的役割と明確な耐用年数範囲があります。通常、工場監査と再建計画はこのリストに基づいて作業します。.
| コンポーネント | 機能 | 材料/耐用年数 |
|---|---|---|
| お玉&タレット | EAF/BOFとキャスター間のバッファ;ハンドオーバーをサポートします | 耐火物裏地付き;各キャスト前に予熱します |
| タンディッシュ | リザーバー、流量調整器、介在物分離器 | 使い捨て可能な働くライニング(タンディッシュ板)は熱順序ごとに取り替えられました |
| 水没進入ノズル (SEN) | スラグ層の下に金属を塗布し、再酸化を防ぎます | 耐火セラミック; シーケンスごとに交換可能; アライメントは主要なブレークアウトの原因です |
| 銅型 | 一次熱抽出;固体シェルを形成します | Cr めっき銅板: 業界報告の 100 ~ 150 ヒート; Ni めっき: 約 300 ヒート |
| 金型発振器 | 垂直振動によりシェルの固着(「負のストリップ」間隔)が防止されます | 油圧または機械ドライブ; 軸受けおよび打撃の定期点検 |
| 金型粉末飼料 | ストランドとモールドのギャップを潤滑します;アルミナ介在物を吸収します | 鋼鉄等級に固有の合成のフラックス; 鋳造物ごとの消耗品 |
| 二次冷却スプレー | ウォーターミストは金型出口の下の熱を除去します | ノズルはゾーンごとにグレード固有の冷却曲線をマッピングします |
| サポート&出金ロール | 抵抗の ferrostatic 圧力; 鋳造の速度で引き鎖 | 密集した; 位置合わせは膨らみおよび内部のひびを制御します |
| ストレートナー&トーチカッター | 横にストランドを曲げます; 長さにカットします | 油圧ストレートナー ロール; オキシアセチレンかプラズマのトーチ |
金型銅板はスチールキャスターの最高摩耗成分です キャスターメンテナンスプロバイダーによる業界追跡によると、キャンペーンの寿命は主にコーティングに依存しています: クロムメッキプレートは通常、再調整前に100~150 ヒートで動作しますが、ニッケルメッキプレートは約300 ヒートに達します 金型交換時の交換コストとトン数の損失が、コーティングの選択と発振調整がプラントの運転予算において資本グレードの重みをもたらす理由です 最新のキャスターは、タンディッシュと金型上の数値流体力学を使用して、スチールグレードがキャンペーンにコミットする前に乱流、スラグの閉じ込め、シェルの厚さのプロファイルを予測します。これらの統合制御システムと鋳造プロセスは、現在、ヨーロッパおよびアジアのティア 1 プラントで標準となっています。.
キャスターを上流の EAF または BOF 容量、耐火物消費量、金型ヤードの物流に適合させることを含む、完全な機器パッケージを計画するには ――できます 製鉄所の設備を構成します 当社の製鋼ラインセレクターを使用。.
鋳造製品タイプ: ビレット、ブルーム、スラブ、ラウンド、ストリップ
キャスターは鋳造セクションの周囲に寸法設定されており、セクションは下流の圧延機によって決定されます。世界中の鉄鋼および金属工場では 5 つのファミリーが主流です。.
| キャストフォーム | 典型的な断面 | 長さ | 下流での使用 |
|---|---|---|---|
| ビレット | <200 mm 平方 (通常は 130 ~ 200 mm) | 12 メートルまで | 長いプロダクト: 鉄筋、線材、柵、角度、棒 |
| ブルーム | >200×200mm、最大400×600mm | 4~10メートル | 重いセクション、大きい棒、鍛造材 |
| スラブ (従来) | 幅 100 ~ 1600 mm、厚さ 180 ~ 250 mm | 12 メートルまで | 熱間圧延コイル、板、自動車用シート |
| スラブ(薄/幅/厚) | 薄い 40 ~ 110 mm ・ 幅 3250 x150 mm まで ・ 厚さ 2200 x450 mm まで | 12 メートルまで | CSPラインホットストリップ;プレートミルヘビープレート |
| ラウンド | 直径140または500mm | 注文に応じてカットします | チューブとパイプのストック、リングローリング、大型鍛造品 |
| ビーム ブランク | 1048×450mmまたは438×381mm(Iビームプロファイル) | 注文に応じてカットします | 構造用 I ビームおよび H ビームへの直接圧延 |
| ストリップ(直属キャスト) | 2~5mm×760~1330mm | コイル | 再熱をバイパスするニアネット形状の熱間圧延コイル |
したがって、鋳造セクションを選択することは、圧延投資を選択することになります。ビレット キャスターは長尺製品のミニミルに適合し、スラブ キャスターはホットストリップおよびプレート ミルに適合し、ビーム ブランク キャスターは、そうでなければ重いブルーム圧延チェーンに依存する構造セクション ミルに適合します。.
連続鋳造とインゴット鋳造: 業界が切り替わった理由

1960 年代以前、鋼は固定インゴット型に採用され、凝固後に型から取り出され、再加熱ピットに浸漬され、仕上げトレインに到達する前に一次圧延機で分解されました。連続鋳造により、型から取り出され、浸漬ピットと一次破壊ステップが 1 回の移動で排除されます ――そしてそれが業界が切り替えた構造的理由です。.
継続的な鋳造の 2 つの利点
- 金属収量の増加: 業界の推定では、連続鋳造では 95 ~ 96 % に対し、インゴット鋳造では 84 ~ 88 % となり、スクラップとして失われた金属がおよそ 7 ~ 12 % 減少します。.
- トン当たりのエネルギーの削減: 米国技術評価局は、排除された再加熱サイクルをカウントする前に、収量増加だけで約 2 MMBtu/トンの節約を推定しました。.
- 定常状態の品質: 均一な凝固により、バッチインゴットよりも均一な微細構造が得られます。.
- スループット: 単一のマルチストランド機械で、一連のインゴット金型とブレークダウン ローリング チェーンを置き換えることができます。.
- 自動化対応: PLC 制御のレベル、発振、冷却により、長期キャンペーン全体で一貫した品質が可能になります。.
壬 制限
- 資本コストが高い: キャスターとそれに関連する上流/下流は、統合工場に数億ドルの設備投資をもたらします。.
- セクションの柔軟性: ビレット キャスターがスラブに切り替わる可能性は低く、Vice-Versa、スチール キャスターがアルミニウムに切り替わる可能性は低いです。.
- 破損のリスク: 金型の下でのシェルの破裂には、損傷に応じて、1 回の事故あたり $200,000 ~数百万ドルの費用がかかる場合があります。.
- 工具の摩耗: 振動金型と水冷ロールは継続的なメンテナンスが必要です。.
- 安定した供給要件: 上流の EAF/BOF は一貫した温度ウィンドウを提供する必要があり、そうでない場合は方向転換が頻繁になります。.
連続鋳造は鋼材をより良くし、より多くの鋼材を作りますか?
どちらの点でも、はい - ただし注意点があります。出力に関しては、連続鋳造の均一な凝固により、単位質量あたりに生産されるより販売可能な鋼による結合成形ヘッドクロップとテールクロップの拒否により、グレードが低下します。品質に関しては、定常状態の冷却により、最初は固定インゴットの可変冷却よりも均一な鋳造時の微細構造が生成され、SEN-アンド-モールド-パウダープロセスにより、開いたインゴットチーミングよりも確実に介在物が除去されます。両方の利点は、厳格なプロセス制御に依存します ⁄ 頻繁にブレークアウト、金型流束の閉じ込め、またはレベル変動を伴う調整が不十分なキャスターでは、適切に運営されているインゴットショップと同等の鋼が得られます。業界関係者によると、実際の品質プレミアムは、キャスターが計算流体力学で調整されたタンディッシュフローを備えた設計温度ウィンドウで動作する場合にのみ見えるようになるという報告が一般的です。.
連続鋳造材料: 鋼、アルミニウム、銅、およびその先
鋼はトン数で優勢ですが、連続鋳造の原則はすべての卑金属に及びます。イリノイ大学 CCC は、毎年、鋼鉄約 5 億トン、アルミニウム 2,000 万トン、銅、ニッケル、その他の金属 100 万トンが連続鋳造されることで世界像を定量化しています。.
| 材料 | キャスター バリアント | 典型的な鋳造速度 | 典型的な出力 |
|---|---|---|---|
| 鋼 | カーブエプロン (最も一般的な);特殊合金用の垂直;薄スラブ CSP;ツインロール キャストリップ | 1~8分/分 | ビレット、ブルーム、スラブ、ビームブランク、ストリップ |
| アルミニウム | ダイレクトチル (DC) または電磁 (EM) × 半連続;ストリップ用のツインベルト | 0.03~0.1 m/分(DC);最大 14 m/分 (ツインベルト ストリップ) | 丸型インゴット 50 ~ 500 mm dia;ストリップ 10 ~ 35 mm × ΜL2035 mm |
| 銅及び銅合金 | ツインベルトまたは垂直/水平;高純度ワイヤーストック用のアップキャスティング | 最大 14 m/分 (ツインベルト) | バー 35 ~ 75 mm × 50 ~ 150 mm;アノードプレート;伸線用のロッド |
| 真鍮/ブロンズ | 横型連続鋳造 | 鋼鉄より低い ⁄ 合金依存 | バー、チューブ、プロファイル |
| ニッケル/超合金 | エレクトロスラグ再溶解 (ESR);真空アーク再溶解 (VAR) | ゆっくり、バッチ式 | 航空宇宙のための直径1.5 mまでの丸いセクション |
これらのバリアントを接続する一般的な原理は、一定の位置で前進する固液界面です。その変化は、金型の形状、引き抜き速度、および大気制御にあります。アルミニウム DC 鋳造は、鋳造温度が低く、熱伝導率が高いため、ストランドをより迅速に冷却できるため、鋼よりもはるかに短い冶金長 (0.1 ~ 1.0 m) を溶かします。.
キャスターの選択: 構成、ストランド、およびプラント容量

新しいプラント、または既存のサイトのフェイスリフトの場合、キャスターの選択の決定は 3 つあります: セクション ファミリ (ビレット/ブルーム/スラブと円形)、ストランド量と機械の形状 (水平、傾斜、または垂直)。ストランド番号とセクション タイプが容量を定義し、機械の形状が建物の高さ、設備投資、および達成可能な鋼鉄タイプを定義します。以下の容量構成表には、各スケールで最も一般的に調達されるオプションが示されています。.
製鉄所の容量による 瀹 キャスター選択マトリックス
| プラント容量 (Mt/年) | おすすめキャスター | ストランド×セクション | 典型的な半径 |
|---|---|---|---|
| < 0.5山 | 曲線一本鎖ビレットキャスター | 1×ビレット100~150mm平方 | R6 m |
| 0.5~1.5山 | 湾曲した4 本鎖ビレット/ブルームキャスター | 4×ビレット130~200mm平方メートル | R6~R8m |
| 1.5~4山 | 湾曲した 6 本鎖ビレットまたは一本鎖スラブ | 幅 1200 ~ 2200 mm の 6 x ビレット 130 ~ 200 mm 平方 ・ または 1 x スラブ | R8~R10m |
| > 4 山 | ツインストランドスラブ(またはスラブ+ブルームデュアルライン) | 幅 1800 ~ 2500 mm のスラブ 1 ~ 2 × | R9~R11m |
表中の列マーク半径は、それが表示されているよりも重要です: より大きな半径は、形成ストランドに損傷を与えない曲げ歪みを引き起こすことなく、より大きな厚さのセクションを提供しますが、建物の高さ、耐火性ストックの量、クレーンスパンがある程度までほとんどのビレットとブルームプラントはR6 からR10 mで落ち着きます。垂直機械は、例えば、重いステンレス鋼、いくつかの超合金弾、またはほとんどの工具グレードの鋼など、湾曲したレイアウトでも管理できないグレードのカテゴリーに対して、曲げられない曲げなしで動作します。.
セクションとストランドが選択されると、下流の圧延、耐火物の消費量、上流のEAFまたはBOFの取鍋サイクルはすべて、キャスターの引き出し率のバランスをとる必要があります 1 つの構成の周りに予備的な投資数値を置くには、できます 製鉄所の設備資産を見積もります 当社のコストモデリング ツールを使用すると、または 私達の完全な製鉄所のパッケージ 統合された EAF-LF-caster-rolling-mill スコープを文書化します。.
遠心鋳造と連続鋳造の違いは何ですか?
遠心鋳造と連続鋳造は2 つの異なるファミリーです。 連続鋳造では、ストランドは断面が固体で長さが不定です ⁄ 開放端の型から凝固ストランドを引き抜くことによって製造されます。 遠心鋳造では、ストランドは中空で長さが有限です ⁄ 水平回転する円筒形の型に溶融金属を注入することによって製造され、遠心力が溶融物を型の壁に押し付けて円筒形の中空鋳造を形成します。 遠心とは、個々の鋳造パイプ、大口径のシリンダー、リングセグメントのルートです。連続鋳造では、単一の操作で任意の直径の中空断面を生成することはできず、遠心鋳造では、拡張された長方形のビレット、ブルーム、またはスラブを生成することはできません。これら 2 つは、競合するプロセスではなく、補完的なプロセスです。.
産業と世界の生産: 連続鋳造鋼がどこへ行くのか
世界の粗鋼生産量は、世界の鉄鋼関連レポートによると、2024 年に約18億3,000 万トンに達し、前年比でわずかに減少しています そのうち90 個以上の%が継続的に鋳造され、技術はほぼすべての下流の金属製品産業を支えています 長い製品 (鉄筋、線材、セクション) は建設、民間インフラ、エネルギーグリッドの拡張を供給し、現在アジアと中東の需要増加を促進しています 平らな製品 (熱間圧延コイル、プレート) は自動車、ラインパイプ、造船、白物家電産業に供給します スペシャルティラウンドと超合金連続鋳造または再溶解ビレットは航空宇宙タービンと化学プロセスアプリケーションに供給します その意味で、連続鋳造は、製鉄と世界の下流の金属需要との間の最後の中立インターフェースとして機能します EAF = キャスター統合に関するプロジェクト規模の納品のために、私たちの 製鉄所向けEPCサービス ページではターンキー スコープについて説明します。.
業界の見通し: ニアネットシェイプ、ストリップ鋳造、グリーンスチール
成熟した連続鋳造プロセスは、2026 年から 30 年にかけて認可された新しい機器取引にとって重要な 3 つのベクトルに沿って進化しています。.
- ニアネットシェイプ薄ストリップ鋳造 ⁄ ツインロール 米国Nucor社が展開するCastrip技術は、溶鋼から直接2mmシートを鋳造し、従来の再加熱および粗加工チェーンの多くをバイパスします。 ⁄ イタリア、クレモナにあるArvediのエンドレスストリップ生産 (ESP) ライン (2009 年から稼働、年間200 万トンを超える生産能力) ⁄ 溶鋼から熱間圧延コイルを約8 分で生産し、従来のCSPと比較して約45の%エネルギー節約を報告どちらも今日では商業用ですが、世界のホットストリップ生産量の一桁シェアを維持しています。 2025年のLeadITグリーンスチールプロジェクトのレビューでは、ボトルネックは鋳造技術そのものではなく、より広範な投資サイクル、規制の不確実性、新しいキャスターを従来のホットストリップミルの設置面積に統合することの難しさであることがわかりました。.
- 水素と DRI の統合 ⁄ 天然ガスではなく水素で製造された直接還元鉄は、従来の湾曲したキャスターに溶鋼を鋳造する電気アーク炉に供給できます。つまり、キャスターは変更する必要はありませんが、上流の熱金属混合物と鋼の化学反応が変化します。 SMS グループと Midrex が供給するティッセンクルップのデュイスブルク サイトは、既存のスラブ キャスターに先立って露天掘り炉に供給する水素対応 DRI プラントのヨーロッパの主要な参考資料です。.
- デジタル ツイン プロセス制御 ―― 数値流体力学は設計事務所から活型のレベル制御とタンディッシュ フローの最適化に移行しており、ブレイクアウト予測システムはすでに複数のヨーロッパと中国のキャスターで商用化されています。.
新しい製鉄所を計画している場合、または 2026 ~ 2030 年の試運転に向けて既存のラインを改修する場合、その意味は保守的です。今日調達する湾曲したキャスターは、少なくとも 1 回の上流原料の変更 (スクラップまたは BF 溶銑に代わる DRI) よりも長持ちする可能性が高いため、取鍋冶金およびタンディッシュ耐火物レベルでのオプション性は、特定のストリップ鋳造バリアントに賭けるよりも重要です キャスター改造の技術サービス チームは、これらの移行中の耐火物のアップグレード、金型フラックスの試験、振動調整をサポートします。.
よくある質問

Q: 直接冷たく連続鋳造の違いは何ですか?
回答を見る
直接冷却 (DC) 鋳造が主要なアルミニウム バリアントです。水冷金型 (スチール バージョンと同様) ¢ 鋳造ピットに降下する油圧プラテン上のストランドをサポートするため、プラテンが床に到達すると鋳造は最終的に停止します。真の連続鋳造 (スチール フォーム) は、ストランドが金型の下のロールを通って引き抜かれる間、無限に実行されます。 DC はしたがって半連続です。つまり、きれいなインゴットを供給するのに十分な長さですが、ピットの深さによって制限されます。.
Q: 連続鋳造はいつ発明されましたか?
回答を見る
ヘンリー・ベッセマー卿は、1857 年に 2 つの逆回転ローラー間で金属を鋳造する原理の特許を取得しました。ユンハンスが 1934 年に「ネガティブ ストリップ」コンセプトを用いた金型振動特許により、この材料は鉄鋼用に商業的に加工可能となり、製鉄所は 1960 年代を通じて湾曲したエプロン形状を広く採用しました。.
Q: 連続鋳造機はいくらかかりますか?
回答を見る
連続鋳造機の設備投資は、有用な単一の数値にはあまりにも大きく異なります: 小型ミニミル用の一本鎖 R6 m ビレット キャスターは、400 万トンの統合ミル上の二本鎖スラブ キャスターとは異なる桁で、有用な予算編成は、キャスターのライン項目ではなく、完全な製鋼圧延チェーンから始まります ⁄ EAF または BOF、取鍋冶金、キャスター、および適合圧延機 ⁄ 間違ったセクション ファミリに調達されたキャスターが、コストのかかる下流の再加工を強制するため、一般的な 1 トンあたりの数値ではなく、取鍋サイクル、耐火物消費量、圧延機のスループットに対してキャスター設備投資を保持するプロジェクトごとの見積もりを要求します。.
Q: 鋼鉄以外に連続鋳造できる金属は何ですか?
回答を見る
アルミニウム(主に直接冷却または電磁半連続鋳造による最大の非鉄ユーザー)、銅および銅合金(ツインベルトまたは水平連続鋳造によるロッド、バー、アノードプレート)、真鍮、青銅、鉛、亜鉛、およびニッケルベースの超合金(通常はエレクトロスラグ再溶解または真空アーク再溶解による)。鉄鋼は依然として約 500 トン/年でトン数で優勢ですが、他のすべてでは 2000 万トン、100 万トンです。.
Q: 連続鋳造は砂型鋳造より安価ですか?
回答を見る
大量生産時の不定長 2D セクション 1 トンあたり、はい、明らかに。 1 回限りの複雑な 3D 部品の場合、連続鋳造ではまったく製造できないため、砂型鋳造が勝ちます。.
キャスターを計画する ――当社のエンジニアリング チームと相談してください
棒子屋のエンジニアは、EPC ベースで連続鋳造機、取鍋冶金、電気アーク炉、圧延機パッケージを含む製鉄および金属プラント設備ラインを統合しました。新しいプラントの範囲を設定したり、既存の鋳造機を改造したり、下流の圧延ラインのセクションミックス変更を評価したりする場合は、スループットとグレード目標に結び付けられた仕様とリードタイムを取得します。.
ぼしやエンジニアにキャスタープロジェクトについて相談する →
この分析について
この文書は、連続鋳造に関するすべての公開機器仕様、学術的なプロセス数値、および業界協会のトレーニング出版物をまとめたものです。金型銅板の耐用年数値とブレイクアウト入射コストのしきい値は、サードパーティの業界レポートから導出されており、特定の鋼種、鋳造速度、および金型フラックスの選択に合わせて調整する必要があります。この記事では、独自のファーストパーティプラントの数値を参照していません。鋼種およびセクションファミリーに固有のケースごとの構成分析を依頼してください。.
参考文献と情報源
- 連続鋳造入門 ⁄ イリノイ大学連続鋳造コンソーシアム (CCC)
- 数字で見る世界鉄鋼 2025 年 ――世界鉄鋼協会
- 連続鋳造 ――実践的なトレーニングセミナー ――鉄鋼技術協会(AIST)
- Arvedi ESP ラインがエンドレス ストリップ生産を開始 ――鉄鋼技術協会
- 米国鉄鋼業界による連続鋳造の使用増加の利点 ⁄ 米国技術評価局
- 鋳造 ――産業効率技術と対策 ――産業生産性研究所 / 米国 EPA
- 2025: グリーン スチールの見直しの年 ¤ LeadIT (産業移行)
- グリーンスチールへの道 ――ミドレックス テクノロジーズ
関連記事
- 鉄鋼および金属プラント ―― 設備および EPC の概要 ⁄ 連続キャスターを含むプラントの全範囲
- 鋼製プラント構成セレクター ――EAF、取鍋、キャスター、圧延機をあなたの能力に合わせてください
- 製鉄所のコスト見積もり ――総合製鉄所の予備的な設備投資モデリング
- キャスターの停止のための機器のレンタル ――耐火物の交換とターンアラウンドのサポート
- インフラ機器 ――製鉄所の産業システムをサポートします
![ASME 圧力容器製造ガイド: セクション VIII 要件 [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


