
Entre em Contato com BOSHIYA

Fundição contínua na siderurgia: como funcionam o processo, o equipamento e a seleção do rodízio
Conteúdo
mostrar
A fundição contínua é o processo que transforma o aço fundido diretamente em tarugos sólidos, flores e lajes em um único fio ininterrupto, substituindo a rota do lingote que dominava a siderurgia antes da década de 1950 Agora representa mais de 90 1TP3 T do aço bruto do mundo mais de 500 milhões de toneladas por ano, conforme quantificado pela Universidade de Illinois Consórcio de Fundição Contínua 0 e define a interface entre o metal líquido e cada processo de laminação, forjamento e usinagem a jusante em um moderno equipamentos de usina siderúrgica linha.
Este guia é destinado a engenheiros de planta, pessoas de aquisição EPC e operadores que estão considerando um novo rodízio ou retrofit; ele discute o processo de sete estágios, os principais componentes, as formas do produto fundido, as implicações contra a fundição de lingotes, os materiais que podem ser fundidos e uma Matriz de Seleção de Rodízios relacionada à capacidade da planta Uma breve seção de perspectivas futuras discute a direção da tecnologia à medida que o aço avança em direção à descarbonização.
Especificações rápidas
| Tipo de processo | Fundição de fios (solidificação contínua, estado estacionário) |
| Velocidade de Fundição (aço) | 1 m/min (billet até 4 m/min, laje em torno de 1,4 m/min |
| Velocidade de fundição (alumínio DC) | 0,03 0,1 m/min |
| Formulários Saída | Billet (200×20 mm) (180 250 50 200 mm) (180 20 50 20 mm) · Round (140 500 mm) · Strip (25 mm) |
| Mold Shell na saída | 6 mm |
| Comprimento Metalúrgico | 10 m curvado (caster de steel) |
| Adoção Global | >90 % de aço bruto · ~500 Mt/ano (aço) + 20 Mt (Al) + 1 Mt (Cu) |
| Padrões de referência | ASTM A788, EN 10084, especificações de grau AISI/SAE |
O que é fundição contínua?
A fundição contínua, também conhecida como fundição de fios, é um processo de estado estacionário pelo qual o metal fundido solidifica contra um molde resfriado a água enquanto o fio parcialmente solidificado é retirado da parte inferior do molde a uma taxa correspondente. O metal líquido entra na parte superior enquanto uma seção sólida emerge na parte inferior, e a corrida continua até que a entrada de aço seja interrompida (normalmente uma sequência distribuidor-tundish que pode durar de uma hora a várias semanas.
A fundição contínua substituiu a rota mais antiga pela qual o aço fundido era mergulhado em lingoteiras individuais, expulso, reaquecido em poços de imersão e quebrado através de um laminador primário Sir Henry Bessemer patenteou o trabalho de fundição entre dois rolos contra-rotativos em 1857, mas a principal inovação para torná-lo comercialmente ativo na indústria siderúrgica foi a invenção de Junghans em 1934 da oscilação vertical do molde com o princípio “negative strip”, que impede que a casca solidificante grude nas paredes do molde As siderúrgicas adotaram a tecnologia amplamente até a década de 1960, e a fundição contínua superou a rota convencional do lingote em tonelagem durante meados da década de 1980.
Hoje, o lingotamento contínuo é a rota padrão em quase todos os moinhos integrados modernos e minifurnos elétricos com arco e forno. O alumínio e o cobre também são fundidos continuamente, embora o formato de alumínio dominante seja uma máquina semicontínua de resfriamento direto (DC) como fio contínuo.
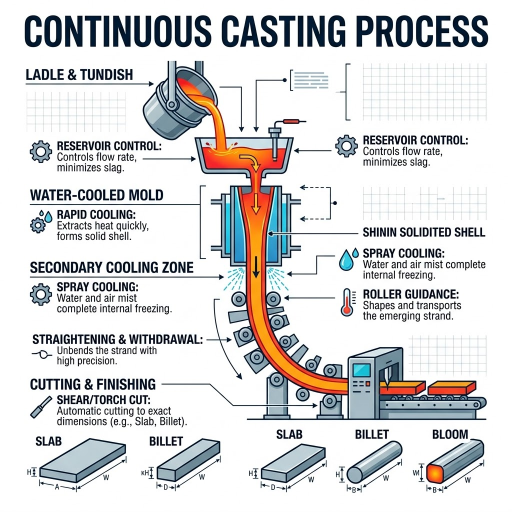
Como funciona a fundição contínua: da concha ao fio cortado

Um moderno rodízio de aço opera como um gasoduto de fluido O metal líquido entra na parte superior da máquina em uma concha em forma de tee, sai como um fio resfriado na parte inferior e é cortado em comprimentos gerenciáveis (todos os horários), enquanto um laminado a jusante seu próprio calado passa ao redor da taxa de retirada do lançador.
O fluxo de aço-fundidor passa por seis estágios físicos:
- Ladle e torreta (uma concha com dentes) fica em uma torre giratória de duas posições diretamente acima do rodízio. Uma concha alimenta o molde enquanto a próxima é preparada “off-cast”, comutada quando a primeira está vazia Esta transferência é o que dá nome ao lingotamento contínuo: o fio nunca para enquanto as conchas mudam.
- O material fundido pode fluir através de uma cobertura refratária para o reservatório do distribuidor, forrado com placas distribuidoras descartáveis, ser facilmente substituído. Este tampão evita surtos de fluxo em cada molde e permite que inclusões de óxido flutuem na camada de escória para um metal mais limpo.
- Entrada submersa (SEN) e molde (metal sai do distribuidor através de outra cobertura refratária e entra em um molde de cobre resfriado a água com 0,5 a 2 metros de profundidade. O molde de cobre oscila verticalmente ou ligeiramente invertido em um caminho curvo (percurso) para evitar que a casca grude nas paredes; uma fina camada de pó de molde derrete em contato com o menisco de aço, lubrificando a lacuna e prendendo quaisquer inclusões restantes.
- Resfriamento primário e formação de casca No interior do molde, uma casca de 6 a 20 mm se forma rapidamente contra a parede de cobre enquanto o interior da fundição permanece líquido. O fio sai do fundo do molde para uma câmara de pulverização.
- Resfriamento secundário (sprays) e rolos resfriados a água extraem o calor da superfície à medida que o fio passa pela câmara de pulverização. Os rolos devem ser alinhados com precisão, pois também resistem à pressão ferrostática do núcleo ainda fundido.
- Endireitamento e corte (croptening) em uma máquina de fundição de avental curvo, rolos de endireitamento dobram o fio parcialmente sólido de volta a um eixo horizontal Uma vez que a fundição tenha atingido seu comprimento metalúrgico (10 a 40 m para aço), o fio é cortado em lajes, flores, ou tarugos por tesouras mecânicas ou tochas de oxiacetileno.
Nota de Engenharia
Um moderno rodízio de aço funciona de 1 a 8 m/min, com máquinas de tarugos na extremidade superior (normalmente em torno de 4 m/min) e máquinas de placas convencionais em torno de 1,4 m/min. A velocidade de fundição é governada pelo comprimento permitido do núcleo líquido: se o fio sair do molde antes que uma casca suficiente se forme, a pressão ferrostática causa uma ruptura. A taxa de retirada, o fluxo de água do molde e o resfriamento da câmara de pulverização são coordenados por um controlador lógico programável baseado em sensores de nível eletromagnéticos no distribuidor e no molde, além de sensores térmicos ao longo do caminho do fio.
Qual é o processo passo a passo de fundição contínua?
Uma sequência de seis etapas captura a resposta prática mais curta: torneira de aço fundido em uma concha, transferência para um distribuidor acima do rodízio, alimentação através de um bocal de entrada submerso em um molde de cobre resfriado a água, permite a solidificação primária da casca enquanto o molde oscila, retire o fio através de sprays de resfriamento secundários e rolos de suporte, depois endireite e corte ao comprimento Cada transferência é tamponada pelo reservatório anterior para que o próprio fio nunca pare de se mover enquanto estiver em estado estacionário Engenheiros da Universidade de Illinois Continuous Casting Consortium descrevem a condição de estado estacionário como aquela em que a interface sólido-líquido mantém uma posição constante no quadro de referência do molde, que é o que distingue os processos de fundição contínua de todos os outros métodos de fundição.
Máquina de fundição contínua: Componentes principais
Cada estação em uma máquina de fundição contínua carrega um papel técnico distinto e um envelope de vida útil distinto Auditorias de plantas e planejamento de retorno normalmente trabalham nesta lista.
| Componente | Função | Material /Vida útil |
|---|---|---|
| Concha e torre | Buffer entre EAF/BOF e rodízio; suporta transferência | Revestimento refratário; pré-aquecido antes de cada molde |
| Dente | Reservatório, regulador de fluxo, separador de inclusão | Forro de trabalho descartável (placas de distribuidor) substituído por sequência de calor |
| Bocal de entrada submerso (SEN) | Fornece metal abaixo da camada de escória para evitar a reoxidação | Cerâmica refratária; substituível por sequência; o alinhamento é uma das principais causas de ruptura |
| Molde cobre | Extração primária de calor; forma a casca sólida | Placas de cobre banhadas a Cr: 100 100 calores 50 calores relatados pela indústria; Ni banhado: ~ calores |
| Oscilador molde | A oscilação vertical evita a aderência da casca (intervalo de“ da tira ”negativa) | Acionamento hidráulico ou mecânico; inspeção periódica de rolamentos e curso |
| Alimentação em pó de molde | Lubrifica a lacuna do fio; absorve inclusões de alumina | Fluxo sintético específico para aço; consumível por elenco |
| Spray de resfriamento secundário | A névoa de água remove o calor abaixo da saída do molde | Os bicos mapeiam zona por zona para curvas de resfriamento específicas de nível |
| Rolls do apoio & da retirada | Resista à pressão ferrostática; puxe o fio na velocidade de fundição | Intimamente espaçados; o alinhamento controla protuberâncias e rachaduras internas |
| Endireitadores e cortador de tocha | Dobre o fio para horizontal; corte no comprimento certo | Rolos de alisador hidráulico; tocha de oxiacetileno ou plasma |
A placa de cobre do molde é o componente de maior atrito em um rodízio de aço O rastreamento da indústria dos fornecedores de manutenção de rodízios mostra que a vida útil da campanha depende principalmente do revestimento: placas cromadas normalmente funcionam 100 150 calores antes do recondicionamento, enquanto placas niqueladas podem atingir aproximadamente 300 calores. O custo de reposição e a tonelagem perdida durante uma troca de moldes são a razão pela qual a seleção de revestimento e o ajuste de oscilação carregam o peso de nível de capital nos orçamentos operacionais da planta Os rodízios modernos também usam dinâmica de fluidos computacional no distribuidor e no molde para prever turbulência, aprisionamento de escória e perfis de espessura de casca antes que um tipo de aço seja comprometido com uma campanha Esses sistemas de controle integrados e processos de fundição agora são padrão em plantas europeias e asiáticas de nível 1.
Para planejar um equipamento completo, incluindo combinar o rodízio com a capacidade upstream do EAF, o consumo de refratários e a logística do pátio de moldes, você pode configure o equipamento da sua usina siderúrgica com nosso seletor de linha de fabricação de aço.
Tipos de produtos fundidos: tarugo, flor, laje, redondo e tira
O rodízio é dimensionado em torno da seção que ele molda, e a seção é ditada pelo laminador a jusante Cinco famílias dominam as usinas de aço e metal em todo o mundo.
| Formulário Elenco | Seção transversal típica | Comprimento | Uso Downstream |
|---|---|---|---|
| Bilhete | <200 mm quadrados (normalmente 13000 mm) | até 12 m | Produtos longos: vergalhões, fio-máquina, trilhos, ângulos, barras |
| Florescer | >200×200 mm, até 400×600 mm | 4 m | Seções pesadas, barras grandes, forjamento |
| Laje (convencional) | 10001600 mm de largura × 180250 mm de espessura | até 12 m | Bobina laminada a quente, placa, chapa automotiva |
| Laje (fina /larga /grossa) | Fino 4010 mm · Largo até 3250×150 mm · Espessura até 2200×450 mm | até 12 m | CSP-linha de tira quente; placa pesada do moinho de placa |
| Redondo | 140 ou 500 mm de diâmetro | cortar por encomenda | Estoque de tubos e tubulações, laminação de anéis, peças forjadas grandes |
| Feixe em branco | 1048×450 mm ou 438×381 mm (perfil de viga I) | cortar por encomenda | Laminação direta para vigas estruturais I e H |
| Strip (elenco direto) | 2 mm × 76 1330 mm | bobina | Bobina laminada a quente em formato quase líquido, ignorando o reaquecimento |
Escolher a seção fundida é, portanto, escolher o investimento em laminação. Os rodízios de tarugos cabem em minimilladores de produtos longos, os rodízios de placas cabem em laminadores de tiras a quente e chapas grossas e os rodízios de vigas brutas se encaixam em laminadores de seções estruturais que, de outra forma, dependeriam de correntes pesadas de laminação de flores.
Fundição contínua vs fundição de lingotes: por que a indústria mudou

Antes da década de 1960, o aço era mergulhado em lingoteiras estacionárias, desmoldado após a solidificação, embebido em poços de reaquecimento e quebrado em um laminador primário antes de chegar aos trens de acabamento A fundição contínua elimina a desmoldação, a caixa de imersão e os passos de ruptura primária em um movimento e essa é a razão estrutural pela qual a indústria mudou.
Vantagens da Fundição Contínua
- Maior rendimento de metal: estimativas da indústria 95: 6 % para fundição contínua versus 88 8 8 3T para fundição contínua de entrada 3 aproximadamente 712 % menos metal perdido como sucata.
- Menor energia por tonelada: o Escritório de Avaliação de Tecnologia dos EUA estimou economias de cerca de 2 MMBtu/tonelada apenas com ganhos de rendimento, antes de contar os ciclos de reaquecimento eliminados.
- Qualidade em estado estacionário: a solidificação homogênea proporciona uma microestrutura mais uniforme do que os lingotes descontínuos.
- Rendimento: uma única máquina multi-fio pode substituir uma bateria de lingoteiras mais a corrente de laminação de ruptura.
- Pronto para automação: nível, oscilação e resfriamento controlados por PLC permitem qualidade consistente em campanhas longas.
– Limitações
- Alto custo de capital: o rodízio e o associado a montante/a jusante têm várias centenas de milhões de dólares de capex em moinho integrado.
- Flexibilidade da seção: é improvável que um rodízio de tarugos mude para laje e Vice-Versa, é improvável que os rodízios de aço mudem para alumínio.
- Risco de ruptura: uma ruptura de casca abaixo do molde pode custar de $200.000 a vários milhões de dólares por incidente, dependendo do dano.
- Desgaste de ferramentas: moldes oscilantes e rolos resfriados a água requerem manutenção contínua.
- Requisito de fornecimento constante: o EAF/BOF upstream deve fornecer uma janela de temperatura consistente ou as reviravoltas tornam-se frequentes.
A fundição contínua torna o aço melhor e mais?
Em ambos os aspectos, sim, mas com ressalvas Na produção, a solidificação homogênea do lingotamento contínuo reduz as inclinações para baixo - devido a rejeições de culturas de cabeça e cauda de moldagem por associação por aço mais vendável produzido por unidade de massa Na qualidade, o resfriamento em estado estacionário inicialmente produz uma microestrutura fundida mais uniforme do que o resfriamento variável de lingotes estacionários, e o processo SEN-and-mould-powder remove inclusões de forma mais confiável do que a formação de lingotes abertos depende Ambos os ganhos de um controle de processo apertado um rodízio mal sintonizado com quebras frequentes, aprisionamento de fluxo de molde ou flutuações de nível podem produzir aço que não é melhor do que uma loja de lingotes bem administrada Fontes da indústria geralmente relatam que o prêmio de qualidade real se torna visível apenas quando o rodízio é executado na janela de projeto com fluxo de distribuidor ajustado por fluidez computacional-dinâmica.
Materiais fundidos continuamente: aço, alumínio, cobre e muito mais
Embora o aço domine pela tonelagem, o princípio do lingotamento contínuo se estende por todos os metais básicos. O CCC da Universidade de Illinois quantifica o quadro global em cerca de 500 milhões de toneladas de aço, 20 milhões de toneladas de alumínio e um milhão de toneladas de cobre, níquel e outros metais fundidos continuamente todos os anos.
| Material | Variante Caster | Velocidade de fundição típica | Saída Típica |
|---|---|---|---|
| Aço | Avental curvo (mais comum); vertical para ligas especiais; CSP de placa fina; Castrip de rolo duplo | 1 m/min | Billet, flor, laje, viga em branco, tira |
| Alumínio | Frio direto (CC) ou eletromagnético (EM) (semicontínuo); correia dupla para tira | 0,03.0.1 m/min (DC); até 14 m/min (faixa de cinto duplo) | Lingote redondo 500000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 |
| Cobre e ligas de cobre | Twin-belt ou vertical/horizontal; upcasting para estoque de fio de alta pureza | até 14 m/min (cinto duplo) | Barra 35575 mm × 50 mm placa anódica; trefilação de fio; |
| Latão /bronze | Fundição contínua horizontal | Inferior ao aço dependente de liga | Barra, tubo, perfil |
| Níquel/superligas | Refusão por eletroescória (ESR); refusão por arco a vácuo (VAR) | Lento, em lote | Secções redondas de até 1,5 m de diâmetro para aeroespacial |
O princípio comum que conecta essas variantes é uma interface sólido-líquido que avança em posição constante; a variação está na geometria do molde, na velocidade de retirada e em qualquer controle da atmosfera. A fundição DC de alumínio derrete um comprimento metalúrgico muito menor (0,1-1,0 m) do que o aço porque a temperatura de fundição mais baixa, juntamente com a maior condutividade térmica, permitem que o fio seja resfriado mais rapidamente.
Seleção de rodízio: configuração, fios e capacidade da planta

Para uma nova planta, ou um facelift de um local existente, a decisão para a escolha do rodízio é tripla: família de seções (billet/bloom/laje e redonda), quantidade de fios e geometria da máquina (horizontal, inclinada ou vertical).O número do fio e o tipo de seção definem a capacidade, a geometria da máquina, a altura do edifício, o capex e o tipo de aço alcançável. Uma tabela de capacidade de configuração abaixo mapeia a opção mais comumente adquirida em cada escala.
Matriz de Seleção de Rodízios por Capacidade da Usina Siderúrgica
| Capacidade da planta (Mt/ano) | Rodízio Recomendado | Seção Strands × | Raio Típico |
|---|---|---|---|
| <0,5 Mt | Rodízio de tarugo curvo de fita simples | 1× 100 billet 50 mm sq | R6m |
| 0.5.5 Mt | Rodízio curvo de 4 fios/caster de flor | 4× 130 billet200 mm sq | R6 m |
| 1.54 Mt | Bilhete curvo de 6 fios OU laje de fio único | 6× 130 bil00 mm sq ou 1× 1200 slab 200 mm de largura | R810 m |
| > 4 Mt | Laje de fio duplo (ou laje + linha dupla de flor) | 1 × 18 20 mm de largura laje 250 mm | R91m |
A coluna na tabela marcada raio é mais importante do que parece: um raio maior prevê uma seção de maior espessura sem causar danos unbending tensão sobre o fio de formação, mas também aumenta a altura do edifício, as quantidades de estoque refratário e o vão do guindaste Até certo ponto a maioria das plantas de tarugo-e-florescimento se instalam em R6 a R10 m. Máquinas verticais comportam-se sem dobrar unbending apenas para a categoria de grau que não é gerenciável em mesmo um layout curvo, por exemplo, aço inoxidável pesado, algumas rodadas superliga, ou a maioria das ferramentas de aço.
Uma vez que a seção e os fios são escolhidos, a laminação a jusante, o consumo de refratários e o ciclo de panela EAF ou BOF a montante devem todos equilibrar a taxa de retirada do rodízio Para colocar números de investimento preliminares em torno de uma configuração, você pode estimar o capex da usina siderúrgica com nossa ferramenta de modelagem de custos, ou nosso pacote completo da planta de aço documenta o escopo integrado EEFlFaster no laminador AF.
Qual é a diferença entre fundição centrífuga e contínua?
A fundição centrífuga são duas famílias distintas Na fundição contínua, o sólido em seção transversal indefinida e na fundição contínua é produzido retirando um fio solidificante de um molde de extremidade aberta Na fundição centrífuga, o fio é oco e finito em comprimento produzido despejando metal fundido em um molde cilíndrico girando horizontalmente, onde a força centrífuga empurra o fundido contra as paredes do molde para formar um cilíndrico Centrífugo é a rota para tubos fundidos individuais, cilindros de grande diâmetro e segmentos de anel A fundição contínua não pode produzir seções transversais ocas de diâmetro arbitrário em uma única operação, e a fundição centrífuga não pode produzir tarugos retangulares estendidos, blocos ou placas Esses dois são processos complementares, não concorrentes.
Indústrias e produção global: para onde vai o aço fundido contínuo
A produção global de aço bruto atingiu aproximadamente 1,83 bilhão de toneladas em 2024, de acordo com relatórios alinhados ao aço mundial, um ligeiro declínio ano a ano Com mais de 90 1TP3 T desse volume fundido continuamente, a tecnologia sustenta quase todas as indústrias de produtos metálicos a jusante. A construção de suprimentos de produtos longos (vergalhões, fio-máquina, seções), infraestrutura civil e a expansão da rede de energia agora impulsionando o crescimento da demanda na Ásia e no Oriente Médio Os produtos planos (bobinas laminadas a quente, chapas) abastecem as indústrias automotiva, de tubulação de linha, construção naval e de produtos brancos Rodadas especiais e tarugos superliga de fundição contínua ou refeltada fornecem aplicações de turbinas aeroespaciais e processos químicos Nesse sentido, o lingotamento contínuo atua como a última interface neutra entre a siderurgia e a demanda mundial de metais a jusante Para entrega em escala de projetos na integração EAFcaster, nossa Serviços EPC para siderúrgicas a página cobre nosso escopo pronto para uso.
Perspectiva da indústria: formato quase líquido, fundição de tiras e aço verde
O processo de lingotamento contínuo maduro está evoluindo ao longo de três vetores que serão importantes para novos negócios de equipamentos autorizados entre 2026 e 2030.
- Fundição de tiras finas quase líquida (near-net-strip casting) A tecnologia de tiras duplas (twin-roll castrip), implantada pela Nucor nos Estados Unidos, molda chapas de 2 mm diretamente de aço fundido e ignora grande parte da cadeia convencional de reaquecimento e desbaste A linha Endless Strip Production (ESP) da Arvedi em Cremona, Itália, em execução desde 2009 com capacidade acima de 2 milhões de toneladas por ano, produz bobinas laminadas a quente a partir de aço líquido em cerca de oito minutos e relata cerca de 45 economias de energia de 1TP3 T versus CSP convencional Ambas são comerciais hoje, mas continuam sendo uma parcela de um dígito da produção global de tiras a quente A revisão do projeto de aço verde LeadIT de 2025 descobriu que o gargalo não é a tecnologia de fundição em si; é o ciclo de investimento mais amplo, a incerteza regulatória e a dificuldade de integrar novos fundidores em pegadas legadas de moinhos a quente.
- Integração hidrogênio-DRI O ferro reduzido direto produzido com hidrogênio em vez de gás natural pode alimentar um forno elétrico a arco cujo aço líquido é fundido em um rodízio curvo convencional, o que significa que o rodízio não precisa mudar, mas a mistura de metal quente a montante e a química do aço do local de Duisburg da thyssenkrupp, fornecida pelo grupo SMS e Midrex, é a principal referência europeia para uma planta DRI pronta para hidrogênio que alimenta fornos de banho aberto antes de um rodízio de laje existente.
- Controle de processo duplo digital A dinâmica de fluidos computacional está passando do escritório de design para controle de nível de molde ativo e otimização de fluxo de distribuidor, com sistemas de previsão de fuga já comerciais em vários rodízios europeus e chineses.
Se você está planejando uma nova usina siderúrgica ou modernizando uma linha existente para 2026 um comissionamento curvo 030, a implicação é conservadora: o rodízio curvo que você adquire hoje provavelmente sobreviverá a pelo menos uma mudança de matéria-prima a montante (DRI substituindo sucata ou metal quente BF), portanto, a opcionalidade na metalurgia da panela e no nível refratário do distribuidor é mais importante do que apostar em uma variante específica de fundição em tiras. Nosso serviço técnico para retrofits de rodízios a equipe suporta atualizações refratárias, testes de fluxo de molde e ajuste de oscilação durante essas transições.
Perguntas frequentes

Q: Qual é a diferença entre o resfriamento direto e o lingotamento contínuo?
Ver Resposta
A fundição direta por resfriamento é a variante dominante de alumínio Um molde resfriado a água semelhante à versão de aço (DC suporta um fio em uma placa hidráulica que desce para um poço de fundição, de modo que o molde eventualmente pára quando a placa atinge o piso O verdadeiro lingotamento contínuo (a forma de aço) funciona indefinidamente enquanto o fio é retirado através de rolos abaixo do molde DC é, portanto, semi-contínuo: longo o suficiente para fornecer um lingote limpo, mas limitado pela profundidade do poço.
P: Quando foi inventado o lingotamento contínuo?
Ver Resposta
Sir Henry Bessemer patenteou o princípio de fundição de metal entre dois rolos contra-rotativos em 1857 A patente de oscilação de molde de Junghans de 1934 com o conceito de “negative strip” tornou comercialmente viável para o aço, e as siderúrgicas adotaram a forma de avental curvo amplamente através da década de 1960.
Q: Quanto custa uma máquina de fundição contínua?
Ver Resposta
O capex da máquina de fundição contínua varia muito amplamente para uma única figura útil: um rodízio de tarugo R6 m de fita única para uma pequena mini-moinho está em uma ordem de magnitude diferente de um rodízio de laje de fita dupla em um moinho integrado de quatro milhões de toneladas O orçamento útil começa não com a linha de rodízio, mas com a corrente de fabricação e laminação de aço completo EAF ou BOF, metalurgia de carga, torrador e laminador correspondente porque um rodízio adquirido para a família de seções força retrabalho a jusante caro Solicite uma cotação por projeto que mantenha o capex de rodízio contra o ciclo de panela, o consumo refratário e o rendimento do laminador em vez de um valor genérico por tonelada.
Q: Que metais podem ser fundidos continuamente além do aço?
Ver Resposta
Alumínio (o maior usuário não ferroso, principalmente por meio de fundição semicontínua direta ou eletromagnética), cobre e ligas de cobre (haste, barra, placa anódica por meio de cinta dupla ou fundição contínua horizontal), latão, bronze, chumbo, zinco e superligas à base de níquel (normalmente via refusão por eletroescória ou refusão por arco a vácuo).O aço ainda domina por tonelagem a aproximadamente 500 Mt/ano contra 20 Mt de alumínio e 1 Mt para todo o resto.
Q: É o contínuo que lança mais barato do que a fundição da areia?
Ver Resposta
Por tonelada de seção 2 D de comprimento em alto volume, sim, complexo indefinido. Para peças 3 D únicas, a areia vence porque o lingotamento contínuo não pode produzi-las de forma alguma.
Planeje seu Rodízio Fale com Nossa Equipe de Engenharia
Os engenheiros da Boshiya integraram linhas de equipamentos de siderurgia e metalurgia, incluindo rodízios contínuos, metalurgia de panela, fornos elétricos a arco e pacotes de laminação com base em EPC. Se você estiver definindo o escopo de uma nova planta, adaptando um rodízio existente ou avaliando uma mudança de mistura de seção para uma linha de laminação a jusante, obtenha especificações e prazos de entrega vinculados ao seu rendimento e meta de classificação.
Fale com um engenheiro Boshiya sobre o seu projeto de rodízio →
Sobre Esta Análise
Este documento reúne todas as especificações de equipamentos publicadas, figuras de processos acadêmicos e publicações de treinamento de associações industriais para fundição contínua. Os valores de vida útil para placas de cobre de moldes e limites de custo de incidentes de ruptura são derivados de relatórios de terceiros da indústria e exigirão ajuste para seu tipo de aço específico, velocidade de fundição e escolha de fluxo de molde. Não referenciamos figuras proprietárias de plantas first-party neste artigo; peça uma análise de configuração por caso específica para sua classe de aço e família de seções.
Referências e fontes
- Introdução à Fundição Contínua Consórcio de Fundição Contínua de Illinois (CCC)
- Aço Mundial em Figuras 2025 Associação Aço do
- Casting Contínuo Um Seminário de Treinamento Prático (AIST)
- Linha Arvedi ESP inicia produção de tiras sem fim & Tecnologia de Aço da Associação
- Benefícios do aumento do uso de fundição contínua pela indústria siderúrgica dos EUA Ônibus. Escritório de Tecnologia
- Fundição & Tecnologia de Eficiência Industrial /EPA dos EUA
- 2025: um ano em revisão para o aço verde (Transição Industrial)
- Caminhos para o Aço Verde Tecnologias Midrex
Artigos Relacionados
- Visão geral de equipamentos e EPC de plantas de aço e metal escopo da planta, incluindo rodízios contínuos
- Seletor de configuração de usina siderúrgica &aF, concha, rodízio, e laminador a sua capacidade
- Estimador de custos de usinas siderúrgicas modelagem capex preliminar para usinas siderúrgicas integradas
- Aluguel de equipamentos para interrupções de rodízios – substituição e suporte de recuperação
- Equipamento Infraestrutura sistemas industriais de apoio para usinas siderúrgicas
![Guia de fabricação de vasos de pressão ASME: Requisitos da Seção VIII [2025]](https://boshiya.com/wp-content/uploads/2026/05/2-46-150x150.webp)


